
Фрезерные станки предназначены для обработки наружных и внутренних плоских и фасонных поверхностей, прорезки канавок, нарезки наружной и внутренней резьбы, зубчатых колес и т.п. Особенностью этих станков является рабочий инструмент - фреза, имеющая множество режущих лезвий. Главное движение - вращение фрезы, а подача - перемещение изделия вместе со столом, на котором оно закреплено. В процессе обработки каждое лезвие фрезы снимает стружку в течение доли оборота фрезы, а сечение стружки изменяется непрерывно от наименьшего до наибольшего. Выделяются две группы фрезерных станков: общего назначения (например, горизонтальные, вертикальные и продольно-фрезерные) и специализированные (например, копировально-фрезерные, зубофрезерные).
В зависимости от числа степеней свободы перемещений стола различают консольно-фрезерные (три движения - продольное, поперечное и вертикальное), бесконсольно-фрезерные (два движения - продольное и поперечное), продольно-фрезерные (одно движение - продольное) и карусельно-фрезерные (одно движение - круговая рабочая подача) станки. Все эти станки имеют одинаковый главный привод, обеспечивающий вращательное движение шпинделя, и различные приводы подачи.
Копировально-фрезерные применяются для обработки пространственно сложных плоскостей методом копирования по шаблонам. В качестве примера можно назвать поверхности штампов, прессовых форм, рабочих колес гидротурбин и др. На универсальных станках обработка таких поверхностей слишком сложна или вообще невозможна. Разновидностью этих наиболее распространенных станков являются электрокопировальные, имеющие электрическое следящее управление.
Устройство универсально-фрезерного станка модели 6Н81 показано на рисунке 1. Станок предназначен для фрезерования различных деталей сравнительно небольших размеров.

Рис. 1 Устройство универсально-фрезерного станка модели 6Н81
В корпусе шпиндельной бабки находится двигатель шпинделя, коробка скоростей и шпиндель для фрезы. Шпиндельная бабка перемещается по направляющим траверсы вдоль своей оси, а траверса, в свою очередь, - по неподвижной стойке, имеющей вертикальные направляющие.
Таким образом, станок имеет три взаимно перпендикулярных движения: горизонтальное перемещение стола, вертикальное перемещение шпиндельной бабки вместе с траверсой, поперечное перемещение шпиндельной бабки вдоль своей оси. Объемная обработка производится горизонтальными или вертикальными строчками. Рабочий инструмент: пальцевые цилиндрические и конусные или торцевые фрезы.
В состав электрооборудования фрезерных станков входят привод главного движения, привод подачи, приводы вспомогательных движений, различные электрические аппараты управления, контроля и защиты, системы сигнализации и местное освещение станка.
Электропривод фрезерных станков
Привод главного движения фрезерного станка: асинхронный короткозамкнутый двигатель; асинхронный двигатель с переключением полюсов. Торможение: противовключением с помощью электромагнита. Общий диапазон регулирования (20 - 30) : 1.
Привод подачи: механический от цепи главного движения, асинхронный короткозамкнутый двигатель, двигатель с переключением полюсов (движение стола продольно-фрезерных станков), система Г-Д (движение стола и подача головок продольно-фрезерных станков), система Г-Д с ЭМУ (движение стола продольно-фрезерных станков); тристорный привод, регулируемый гидропривод. Общий диапазон регулирования 1: (5 - 60).
Вспомогательные приводы используют для: быстрого перемещения фрезерных головок, перемещения поперечины (у продольно-фрезерных станков); зажима поперечин; насоса охлаждения; насоса смазки, насоса гидросистемы.
У горизонтально-фрезерных станков фланцевые электродвигатели обычно устанавливают на задней стенке станины, а у вертикально-фрезерных - чаще всего вертикально на верху станины. Применение отдельного электродвигателя для привода подачи значительно упрощает конструкции фрезерных станков. Это допустимо, когда на станке не производят зуборезных работ. На фрезерных станках распространены цикловые системы программного управления. Их применяют для прямоугольного формообразования. Широко применяют числовые системы программного управления для обработки криволинейных контуров.
У продольно-фрезерных станков для привода каждого из шпинделей обычно применяют отдельные асинхронные короткозамкнутые двигатели и многоступенчатую коробку скоростей. Диапазоны регулирования скорости приводов шпинделей доходят до 20: 1. Цепи управления двигателями шпинделей, не участвующих в обработке детали, отключают переключателями управления. Останов работающего привода шпинделя производится только после полного прекращения подачи. Для этого в схеме устанавливают реле времени. Пуск двигателя подачи возможен только после включения двигателя шпинделя.
Привод стола тяжелых продольно-фрезерных станков должен обеспечить подачи от 50 до 1000 мм/мин. Кроме того, необходимо быстрое перемещение стола со скоростью 2 - 4 м/мин и медленное перемещение при настройке станка со скоростью 5 - 6 мм/мин. Общий диапазон регулирования скорости привода стола доходит до 1: 600.
На тяжелых продольно-фрезерных станках распространен электропривод по системе Г-Д с ЭМУ. Электроприводы вертикальных и горизонтальных (боковых) бабок сходны с приводом стола, но имеют значительно меньшую мощность. Если не требуется одновременного перемещения бабок, то применяют общий преобразовательный агрегат для приводов всех бабок. Такое управление является более простым и связано с меньшими затратами средств. Осевое перемещение шпинделей производят тем же приводом подачи. Для этого соответственно переключают кинематическую цепь. У тяжелых продольно-фрезерных станков с подвижным порталом для его перемещения также применяют отдельный электродвигатель.
Для повышения плавности работы некоторых фрезерных станков применяют маховики. Их обычно насаживают на приводной вал фрезы. У зубофрезерных станков необходимое соответствие главного движения и движения подачи обеспечивается путем механической связи цепи подачи с цепью главного движения.
Электрооборудование зуборезных станков. Привод главного движения: асинхронный короткозамкнутый двигатель. Привод подачи: механический от цепи главного движения. Вспомогательные приводы используют для: быстрого перемещения кронштейна и задней стойки, перемещения фрезерной головки, единичного деления, поворота стола, насоса охлаждения, насоса смазки, насоса гидроразгрузки (у тяжелых станков).
Специальные электромеханические устройства и блокировки: устройство для счета числа циклов, автоматические устройства для компенсации размерного износа инструмента.
У ряда зубообрабатывающих станков применяют счетные устройства. Их используют на шевинговальных станках для счета проходов, на станках для предварительной прорезки зубчатых колес, для счета числа делений и для счета числа обработанных деталей.
У зубодолбежных станков главное возвратно-поступательное движение осуществляется посредством кривошипов и эксцентриковых передач. Электрооборудование зубодолбежных станков несложно. Применяют магнитные пускатели с дополнительным управлением «толчками» (для наладки). Торможение привода осуществляют чаще всего электромагнитом.
На рис. 2. показана электрическая принципиальная схема фрезерного станка модели 6Р82Ш
Рис. 2. Схема электрическая принципиальная фрезерного станка (для увеличения нажмите на изображение)
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка. В консоли расположен электромагнит для быстрых перемещений. смонтированы на пультах на консоли и левой стороне станины. Все аппараты управления размещены на четырех панелях, на лицевую сторону которых выведены рукоятки следующих органов управления: S1 - вводный выключатель; S2 (S4) - реверсивный переключатель шпинделя; S6 - переключатель режимов; S 3 - выключатель охлаждения. Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпи ндел ей.
Электрическая схема позволяет производить работу на станке в следующих режимах: управление от рукояток и кнопок управления, автоматическое управление продольными перемещениями стола, круглый стол. Выбор режима работы производится переключателем S6. Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной и поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками "Пуск" и "Стоп". При нажатии на кнопку "Стоп" одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки S12 (S13) "Быстро". Торможение электродвигателя шпинделя - электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях. Кнопки S7 или S8 должны быть нажаты до полного останова электродвигателя.
Автоматическое управление фрезерным станком осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку, производят необходимые переключения в электросхеме конечными выключателями. Работа электросхемы в автоматическом цикле - быстрый подвод - рабочая подача - быстрый отвод. Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя. Быстрый ход круглого стола происходит при нажатии кнопки "Быстро", включающей контактор К3 электромагнита быстрого хода.
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
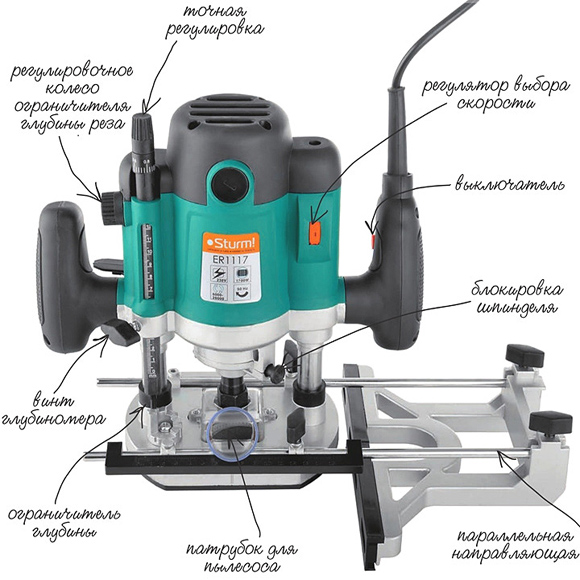 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.
Работа любого современного оборудования, в том числе и , невозможна без электрического тока.
Поэтому, помимо механической части устройств, обязательно наличие и электрической. Она выстраивается по определенной схеме.
Виды
Различают такие виды электросхем:
- структурная, которая определяет взаимосвязь частей электрооборудования;
- функциональная, определяющая электрические процессы в отдельном узле, полностью для чпу станка;
- принципиальная, в которой отражены все элементы, дается представление относительно принципа работы;
- соединения монтажного плана для подключений к электросети;
- расположения частей электроустройств, проводниковой и кабельной продукции.
Техническая документация устройства обычно содержит принципиальную электросхему и схемы расположения электрооборудования. Ее выполняют, не придерживаясь масштаба и не указывая, как в действительности расположены отдельные элементы.
Общие требования к составлению электросхем
На электрических схемах станка с ЧПУ (речь идет про принципиальные) обычно изображают каждый элемент электрооборудования, участвующий в технологическом процессе или контролирующего его течение. Принято слева размещать силовые цепи, обозначая жирной линией, а для цепей управления место на схеме – с правой стороны они изображены в виде тонкой линии. Составляя схему, условно считают, что все элементы цепей в отключенном состоянии.
У элементов – схематическое представление, им даны позиционные обозначения в виде букв. В случае одного электродвигателя – М, а если их несколько – М1, М2, М3 (в буквенном и числовом выражении). Если строят схемы расположения, на них (в масштабном изображении) фиксируют все, что относится к электрооборудованию. Там, где место для элементов соединения – проводов и кабелей, – тонкая линия. Такие схемы строятся, изображая фрезера, их имеет электрошкаф и пульт управления станком.
Как пример схемы силового оборудования устройства с числовым управлением, можно представить такую:

Современное электрооборудование имеет весьма сложные схемы, и читать их не всегда просто. А объясняется ситуация тем, что помимо электродвигателей, реле, пускателей и контакторов, станок включает немало автоматических средств, вычислительную технику, блоки микроэлектронной аппаратуры. Разные станки, в совокупности, имеют общий электрический компонент и, в то же время, отличаются особенностями функционала блоков.
Особенности электросхемы фрезерного станка 6Р82
Попробуем разобраться с электросхемой горизонтального консольно-фрезерного cтанка 6Р82. Она представлена следующими блоками:
- питающей сетью с напряжением 380 В, переменным током с частотой 50 Гц;
- цепями управления с напряжением 110 В (переменный ток); 65 В (постоянный ток);
- местным освещением с напряжением 24 В;
- номинальным суммарным током одновременно работающих электродвигателей 20 А и номинальным током устройств защиты 63 А.
В технической документации сформулированы пределы использования оборудования на станке относительно мощности и силовых нагрузок. Если совершает больше 63 об/мин, то пределы использования главного привода ограничивает лишь номинальная мощность электродвигателя.
Нужно назвать и основные компоненты электросхемы фрезерных станков: ШД с драйверами, платы интерфейса, компьютеры или ноутбуки, блоки питания и кнопка для аварийной остановки станка.
Вариант самостоятельной сборки
Для того, кто выполняет сборку чпу станка своими руками, есть другой вариант установить электрику на станках. Можно приобрести готовый набор, в котором есть три двигателя Nema и столько же драйверов, которые подходят к ним; трансформатор понижения для питания цепи управления и платы коммутации для блока питания (36 В). Можно использовать и другие наборы, собирая станок самостоятельно.
Электронику станка следует выполнить на одной плате. Туда же подключают, применяя разъемы и клеммники, всю совокупность внешних элементов:
- ШД, концевые выключатели по каждой оси;
- розетка для включения главного привода (можно DREMEL 300);
- вентилятор, взятый от мини-пылесоса, трансформатор для блока питания;
- разъем, обеспечивающий соединение с ПК посредством LPT порта.

Почти все комплектующие несложно извлечь из старых компьютерных плат, Спектрумов – первых ПК, а также вышедших из употребления сетевых коммутаторов.
Схема предусматривает блок управления ЧПУ (программное включение шпинделя), изобилует дополнительными подключениями инструментов и датчиков. К компьютерному порту LPT подключают посредством стандартного кабеля. Для электроники станка не требуется принудительное охлаждение, она не нагревается.
Вся электроника для ЧПУ располагается в нише на задней стороне станка и закрывается панелью от пыли и грязи.
Занимаясь электроникой при сборке ЧПУ своими руками, нужно правильно выбрать источники электропитания. Например, для ШД можно использовать блок на 12 В и ток 3А. Блок с напряжением 5 В с током 0.3А нужен, чтобы запитать микросхемы контроллера. Как выполнить расчеты блока питания? Есть простая формула – 3х2х1=6А, где 3 – количество задействованных ШД (по осям Х, Y и Z); 2 – число запитанных обмоток, 1 А – сила тока.

Конструкцию управляющего контроллера, по весьма простой принципиальной схеме, можно собрать из трёх микросхем, и он не нуждается в прошивке. Поэтому, хороший фрезерный станок ЧПУ способен сам создать человек, слабо разбирающийся в электрике и электронике.
Управляет ШД драйвер, – усилитель на 4 канала. Он сделан из 4-х транзисторов.
Применяют и варианты серийных микросхем, типа ULN 2004 (на 9 ключей), сила тока 0,5 – 0,6А.
Посредством программы vri-cnc драйверами можно управлять. Нужно только на официальном сайте найти инструкцию, как ее используют. Для общего управления станком используют программы Kcam и Mach3, которые различают разные форматы файлов фрезерного процесса и сверловки.
Новые подходы к комплектации станков
Только надежное оборудование с простым управлением обеспечит высококачественное фрезерование или гравирование поверхностей деталей и заготовок.
Например, строгальный станок по дереву ЧПУ winner pro строгает любые породы по всем четырем плоскостям заготовки, производит разнообразные виды профиля. Что в нем особенно хорошо, так это принцип построения по модулям. Это значит, что есть возможность менять характеристику оборудования, максимально адаптируя к нуждам заказчиков.
В каждой серии станочного оборудования реально внедрять модификации, которые отличаются количеством шпинделей, имеют различную мощность электродвигателей, а значит и скорость подачи заготовок. Заказчик имеет возможность заказать компоновку станка, в соответствии с потребностями, с новой электрической схемой.

Поэтому перед подключением станка к системе питания, лучше проверить, точно ли соответствуют ли параметры характеристикам сети. Это прямая обязанность электрика. Требуется трехфазная сеть с напряжением 380 В и частотой 50 Гц, обязательно заземление. Кабели питания (с сечением не меньшим 16 мм) подводятся к оборудованию в трубе или металлорукаве, чтобы при работе его не повредить.
Такой станок с ЧПУ – лучшее из того, что создано сегодня. Он обеспечивает качественное фрезерование и гравировку поверхностей деталей, высокую точность обработки заданных программой элементов (команда G601 для активации шага имеет место только при точном позиционировании).
Заключение
Хорошее знание электросхем, чтение чертежей – эти задатки должны быть у всех, для кого числовое и программное управление не броское словосочетание, но ежедневная работа по электрообеспечению программируемого оборудования и роботизированной техники.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный . Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей , примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу "Фрезерный станок с ЧПУ" . После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать ! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: и .
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.



Файлы для скачивания «Шаг 1»
Габаритные размеры
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.


Несущая рама в сборе


Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал - исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ - это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.




Файлы для скачивания «Шаг 3»
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.




Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий. Я выбрал самый дорогой вариант - профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.


Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.






