Суппорт токарного станка предназначен для закрепления на нем режущего инструмента и сообщения ему движения подачи при обработке.
Нижняя плита 1 cуппорта (рис. 7), называемая кареткой или продольными салазками, перемешается по направляющим станины механически или вручную. Резец при этом движется в продольном направлении (это и есть продольная подача). На верхней поверхности каретки имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещаются поперечные салазки 3 суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
Рис 7. Суппорт токарно-винторезного станка
На верхней поверхности поперечных салазок 3 расположена поворотная плита 4 суппорта, которая закрепляется после поворота гайкой 10.
На верхней поверхности поворотной плиты расположены направляющие 5, по которым при вращении рукоятки 13 перемещается верхняя плита 11-верхние салазки суппорта.
Резцедержатели и резцовые головки
На верхней части суппорта устанавливают резцедержатель или резцовую головку для закрепления резцов .

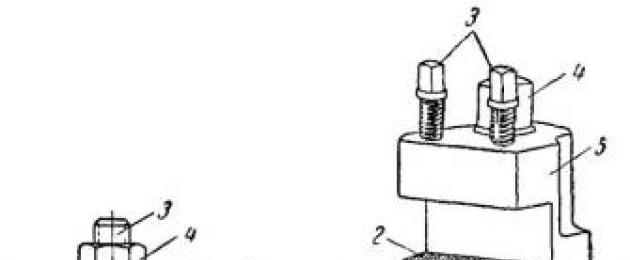
Рис 8 - Резцедержатели
На мелких и средних станках применяют одноместный резцедержатель 5 (рис. 8, а). Нижняя часть 1 резцедержателя, имеющая Т-образную форму, закрепляется на верхней части суппорта гайкой, 4. Для регулирования положения режущей кромки по высоте центров в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец в резцедержателе двумя болтами 3.
На крупных токарных станках применяют одноместные резцедержатели (рис. 8, б). В этом случае резец устанавливают на поверхность 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом 5, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис 7).
Резцовая головка 6 устанавливается на верхней части суппорта 11; в ней можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головку необходимо открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать рукояткой 9.
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Передняя бабка
Задняя бабка
Суппорт
Приводные валы
Рычаг переключения скоростей
Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.

Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.

Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.

Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.

Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.

Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).

Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и , отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.

Электрическая схема токарного станка 1К62 (нажмите для увеличения)
Токарные станки были известны еще в глубокой древности. Станки того времени, как это видно из рис. 20, были весьма примитивны. Суппорт еще не был известен, поэтому резец приходилось удерживать во время работы руками, а вращение обрабатываемой детали также сообщалось вручную при помощи веревки. Ясно, что работа на таком станке требовала большой затраты физической силы и не могла быть производительной.
В 1712 г. впервые в мире русским механиком Андреем Константиновичем Нартовым был создан токарный станок с суппортом, приводившимся в движение механически.
Изобретение А. К. Нартовым суппорта освободило руки токаря от необходимости держать резец во время обтачивания детали и ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
А. Нартов изготовил свой токарный станок с суппортом на 70 лет раньше англичанина Модсли, которому на Западе неверно приписывается изобретение суппорта, и на 70 лет опередил Западную Европу и Америку.

После Нартова особенно широко изготовление токарных станков было развито на Тульском и других оружейных заводах. Один из таких станков изображен на рис. 21. Суппорты 2 этих станков перемещались механически с помощью зубчатых колес 1 и винта 3 с гайкой.
Токарный станок, изображенный на рис. 22, изготовленный в середине прошлого столетия, по своей конструкции ближе подходит к современным станкам. Он имеет переднюю бабку со ступенчатым шкивом 1, позволяющим изменять числа оборотов обрабатываемых деталей. Перемещение суппорта 2 осуществляется при помощи ходового винта 3, гайки, установленной в фартуке, и сменных зубчатых колес 4.
Позднее на токарных станках со ступенчатошкивным приводом для изменения скорости перемещения суппорта стали применять коробки подач ; помимо ходового винта, стали применять и ходовой вал . В начале XX в. с изобретением быстрорежущей стали появляются быстроходные мощные токарные станки, в которых изменение числа оборотов шпинделя осуществляется при помощи зубчатых передач, заключенных в коробке скоростей .
Таким образом, современные токарные станки имеют коробки скоростей для перемены числа оборотов обрабатываемой детали и коробку подач для изменения величины подачи.
На рис. 23 приведены названия основных узлов и деталей токарно-винторезного станка.

Станина является опорой для передней и задней бабок, а также служит для перемещения по ней суппорта и задней бабки.
Передняя бабка служит для поддержания обрабатываемой детали и передачи ей вращения.
Задняя бабка служит для поддержания другого конца обрабатываемой детали; используется также для установки сверла, развертки, метчика и других инструментов.
Суппорт предназначен для перемещения резца, закрепленного в резцедержателе, в продольном, поперечном и наклонном к оси станка направлениях.
Коробка подач предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов. Ходовой винт используется для передачи движения от коробки подач к каретке суппорта только при нарезании резьбы, а ходовой вал - при выполнении всех основных токарных работ.
Фартук служит для преобразования вращательного движения ходового вала в продольное или поперечное движение суппорта.
2. Станина
Все узлы токарного станка монтируются на станине, стоящей на двух тумбах (ножках).
Станина (рис. 24) состоит из двух продольных стенок 2 и 8, соединенных для большей жесткости поперечными ребрами 1, и имеет четыре направляющие, три из которых призматические 3

и одна плоская 4. На левом конце станины 5 крепят переднюю бабку ,-а на другом, на внутренней паре направляющих, устанавливают заднюю бабку . Заднюю бабку можно перемещать по направляющим вдоль станины и закреплять в требуемом положении. По двум крайним призматическим направляющим станины перемещается нижняя плита суппорта, называемая кареткой. Направляющие станины должны быть точно обработаны по рабочим плоскостям. Кроме того, направляющиe быть строго прямолинейными и взаимно параллельными, так как от этого зависит точность обработки деталей.
3. Передняя бабка
Передней бабкой называется часть токарного станка, служащая для поддержания обрабатываемой детали и приведения ее во вращение. В корпусе передней бабки в подшипниках скольжения или качения вращается шпиндель, который передает вращение обрабатываемой детали при помощи кулачкового или поводкового патрона, навертываемого на правый конец шпинделя с резьбой.
На наружной стенке корпуса передней бабки расположены рукоятки коробки скоростей (см. рис. 23), служащие для переключения числа оборотов шпинделя. Как надо повернуть эти рукоятки, чтобы получить нужное число оборотов шпинделя в минуту, указано на металлической табличке, прикрепленной на наружной стенке передней бабки.
Для предохранения зубчатых колес коробки скоростей от преждевременного износа переключение рукояток нужно производить только после выключения шпинделя, когда его скорость незначительна.
4. Шпиндель
Конструкция шпинделя . Шпиндель (рис. 25, а) является наиболее ответственной частью токарного станка. Он представляет собой стальной пустотелый вал 1, в коническое отверстие которого вставляют передний центр 5, а также различные оправки, приспособления и др. Сквозное отверстие 7 в шпинделе служит для пропускания прутка при выполнении прутковой работы, а также для выбивания переднего центра.
На переднем конце шпинделя нарезана точная резьба 4, на которую можно навернуть патрон или планшайбу, а за резьбой имеется шейка 6 с буртиком 3 для центрирования патрона; у станка 1А62, кроме того, имеется канавка 2 для предохранителей патрона, предотвращающих его самопроизвольное свертывание при быстром торможении шпинделя.

Шпиндель вращается в подшипниках передней бабки и передает вращение обрабатываемой детали. В токарных станках шпиндели обычно вращаются в подшипниках скольжения, но шпиндели скоростных станков вращаются в подшипниках качения (шариковых и роликовых), обладающих более высокой жесткостью по сравнению с подшипниками скольжения.
Одно из главных условий точной обработки деталей на токарных станках - это правильное вращение шпинделя. Необходимо, чтобы шпиндель под действием нагрузки не имел в подшипниках никакого люфта - ни в осевом, ни в радиальном направлениях - и вместе с тем равномерно, легко вращался. Наличие слабины между шпинделем и подшипниками вызывает биение шпинделя, а это в свою очередь приводит к неточности обработки, дрожанию резца и обрабатываемой детали. Устойчивость шпинделя обеспечивается применением нового типа массивных регулируемых подшипников качения.
Передний подшипник шпинделя . На рис. 25, в показано устройство переднего (правого) подшипника шпинделя токарного станка. Коническая шейка 8 шпинделя вращается в двухрядном роликовом подшипнике 9, получающем принудительную смазку от особого насоса, расположенного в коробке скоростей. Внутреннее коническое кольцо 10 роликоподшипника расточено по шейке шпинделя.
При регулировании подшипника ослабляют стопорный винт 11 и повертывают гайку 12, благодаря чему кольцо 10 перемещается вдоль оси. При этом в силу конусности шейки 8 зазор между нею и коническим кольцом изменяется. При повертывании гайки 12 вправо происходит затягивание подшипника, а при повертывании влево - его ослабление. Перемещение кольца 10 производят настолько, чтобы шпиндель с патроном можно было провернуть вручную. После регулирования затягивают стопорный винт 11, предохраняющий гайку 12 от отвертывания.
Задний подшипник шпинделя . Задний подшипник шпинделя нагружен значительно меньше переднего. Его главное назначение- воспринимать усилия, действующие на шпиндель в осевом направлении.
Задняя шейка шпинделя обычно вращается в коническом роликовом подшипнике 14 (рис. 25, б). Осевое усилие, действующее на шпиндель справа налево, воспринимается упорным шариковым подшипником 13, расположенным у задней опоры шпинделя. Если же осевое усилие направлено слева направо, стремясь как бы вытянуть шпиндель из коробки скоростей, то оно воспринимается коническим роликовым подшипником 14. Этот подшипник служит также опорой в поперечном направлении для заднего конца шпинделя. Регулируется он с помощью гайки 15 таким же образом, как и передний подшипник.
5. Задняя бабка
Задняя бабка служит для поддержания правого конца длинных деталей при обработке их в центрах. В ряде случаев она используется также для установки в ней сверл, разверток, метчиков и других инструментов.
Задняя бабка с обычным центром . Корпус 1 задней бабки (рис. 26, а) расположен на плите 9, лежащей на направляющих станины. В отверстии корпуса может продольно перемещаться пиноль 6 с закрепленной в ней гайкой 7. С переднего конца пиноль снабжена коническим отверстием, в которое вставляется центр 3, а иногда хвостовая часть сверла, зенкера или развертки. Перемещение пиноли 6 производится посредством маховичка 8, вращающего винт 5; винт при вращении перемещает гайку 7, а вместе с ней и пиноль. Рукоятка 4 служит для жесткого, закрепления пиноли в корпусе бабки. Посредством винтов 10 можно смещать корпус 1 относительно плиты 9 в поперечном направлении и тем самым смещать ось пиноли задней бабки относительно оси шпинделя. К этому прибегают иногда при точении пологих конусов.

Для обтачивания в центрах деталей разной длины плиту 9 перемещают вместе с корпусом задней бабки вдоль станины и закрепляют в нужном положении. Закрепление бабки на станине производится зажимными болтами или с помощью эксцентрикового зажима и скобы 11. Рукояткой 2 поворачивают эксцентриковый валик и отпускают или затягивают скобу 11. Отпустив скобу, передвигают заднюю бабку и, установив ее в нужном положении, снова затягивают скобу.
Чтобы удалить задний центр из конического гнезда пиноли, поворачивают маховичок 8 таким образом, чтобы втянуть пиноль в корпус задней бабки до отказа. В крайнем положении конец винта 5 выталкивает центр 3.
Задняя бабка со встроенным вращающимся центром . В токарных станках для скоростного резания находят применение задние бабки со встроенным вращающимся центром. На рис. 26, б показана одна из конструкций такой задней бабки.
В передней части пиноли 5 расточено отверстие, в котором запрессовывают подшипник 3 с коническими роликами, передний упорный шариковый подшипник 4 и задний шариковый подшипник 6 для втулки 2. Эта втулка имеет коническое отверстие, в которое вставляют центр 1. Осевая сила воспринимается упорным шарикоподшипником 6. Если при помощи стопора соединить втулку 2 с пинолью 5, втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой центровой инструмент (зенкер, развертку).
6. Механизм подач

Механизм для передачи движения от шпинделя к суппорту (рис. 27) состоит: из трензеля I, предназначенного для изменения направления подачи; гитары II со сменными зубчатыми колесами, которая дает возможность совместно с коробкой подач получать различные подачи (крупные и мелкие); коробки подач III; ходового винта 1; ходового вала 2; фартука IV, в котором расположены механизмы, превращающие вращательное движение ходового вала и ходового винта в поступательное движение резца.
Не во всех станках имеются все перечисленные механизмы. Например, в станках, предназначенных исключительно для нарезания точных резьб, отсутствует коробка подач, подачи здесь изменяют сменой зубчатых колес на гитаре. С другой стороны, на некоторых станках узел подач имеет два реверсирующих механизма: один служит только для изменения направления вращения ходового винта (что требуется, например, для перехода от нарезания правых резьб к нарезанию левых резьб), а другой изменяет направление вращения ходового вала, изменяя таким образом направления продольной или поперечной подачи.

Трензель . На рис. 28 показан трензель, широко применявшийся в токарно-винторезных станках старых типов. На конце шпинделя закреплено зубчатое колесо 1, с которым посредством рычага А можно сцеплять либо колесо 4, либо колесо 2. Зубчатое колесо 2 находится постоянно в зацеплении с колесом 4 и с колесом 3. Если, повернув рычаг А вниз, сцепить с колесом 1 колесо 4, то вращение колесу 3 будет передаваться через два промежуточных колеса 4 и 2 (рис. 28, в). Повернув рычаг А вверх (рис. 28, а), сцепим колесо 1 непосредственно с колесом 2. В последнем случае колесо 5 получит вращение только через одно промежуточное колесо, следовательно, будет вращаться в другом направлении, чем в первом случае. Если рычаг А закрепить в среднем положении, как показано на рис. 28, 6, то зубчатые колеса 4 и 2 не сцепляются с колесом 1 и механизм подачи будет выключен.
На рис. 29, б. показана другая конструкция реверсирующего механизма из цилиндрических колес. На ведущем валу I свободно сидит блок из двух колес 1 и 3 для сообщения прямого хода ведомому валу II и колесо 5- для обратного хода. Колеса 1, 3 и 5 могут быть жестко связаны с валом I при помощи пластинчатой фрикционной муфты М.
На ведомом валу II находится передвижной блок, состоящий из колес 2 и 4 - слева, и колесо 6, жестко закрепленное на шпонке, справа.
Коробка подач . У большинства современных токарно-винторезных станков имеются коробки подач; они служат для быстрого переключения скорости вращения ходового винта и ходового вала, т. е. для изменения подачи. Сменные же колеса у этих станков используются лишь тогда, когда требуемой подачи нельзя достигнуть переключением рукояток коробки подач.
Существует много различных систем коробок подач. Весьма распространенным типом является коробка подач, в которой применяется механизм накидного зубчатого колеса (рис. 30).

Первый валик 7 коробки подач получает вращение от сменных колес гитары. Этот валик имеет длинную шпоночную канавку 6, в которой скользит шпонка зубчатого колеса 3, расположенного в рычаге 2. Рычаг 2 несет ось 5, на которой свободно вращается накидное колесо 4, постоянно сцепленное с колесом 3. Посредством рычага 2 колесо 3 вместе с колесом 4 можно перемещать вдоль валика 7; поворачивая рычаг 2, можно сцепить накидное колесо 4 с любым из десяти колес зубчатого конуса 8, закрепленных на валике 9.
Рычаг 2 может иметь десять положений по числу колес зубчатого конуса 8. В каждом из этих положений рычаг удерживается штифтом 1, входящим в одно из отверстий передней стенки 15 коробки подач.
При перестановке рычага 2 благодаря сцеплению колеса 4 с различными колесами зубчатого конуса 8 изменяется скорость вращения валика 9. На правом конце этого валика, на скользящей шпонке, расположено колесо 10, имеющее на правом торце ряд выступов. В левом положении колесо 10 сцеплено с колесом 14, закрепленным на ходовом валу 13. Если колесо 10 сместить вправо, вдоль валика 9, то оно выйдет из зацепления с колесом 14 и торцовыми выступами сцепится с кулачковой муфтой 11, жестко сидящей на ходовом винте 12. При этом вал 9 будет непосредственно соединен с ходовым винтом 12. При включении ходового винта ходовой вал 13 остается неподвижным; наоборот, при включении ходового вала остается неподвижным ходовой винт.
На стенке коробки подач обычно имеется табличка, указывающая, какие именно подачи или какие шаги резьб получаются при каждом из десяти положений рычага 2 при определенном подборе «венных колес гитары.
7. Суппорт
Суппорт токарного станка (рис. 31) предназначен для перемещения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка направлениях. Резцу можно сообщить движение вдоль и поперек станины как механически, так и вручную.

Нижняя плита 1 суппорта, называемая кареткой или продольными салазками , перемещается по направляющим станины механически или вручную, и резец движется в продольном направлении. На верхней поверхности каретки 1 имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещается нижняя поперечная часть 3 - поперечные салазки суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности поперечных салазок 3 расположена поворотная часть 4 суппорта. Отвернув гайки 10, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины, после чего гайки 10 нужно завернуть.

На верхней поверхности поворотной части расположены направляющие 5 в форме ласточкина хвоста, по которым при вращении рукоятки 13 перемещается верхняя часть 11 - верхние салазки суппорта .
Регулировка суппорта . После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку (на рис. 31 не показана).
Излишний зазор, возникающий после некоторого периода работы между гайкой и поперечным ходовым винтом, следует также уменьшить до нормальной величины.
Как видно из рис. 32, гайка, охватывающая поперечный винт 1, состоит из двух половин 2 и 7. Для уменьшения зазора между гайкой и винтом до нормальной величины необходимо проделать следующее. Отвернуть слегка винты 3 и 6, при помощи которых обе половины гайки привинчены к нижней части суппорта, затем посредством винта 5 сдвинуть вверх односторонний клин 4, при этом обе половины гайки раздвинутся и зазор между поперечным винтом и гайкой уменьшится. Отрегулировав зазор, нужно снова затянуть винты. 3 и 6, крепящие обе половины гайки.
Резцедержатели . На верхней части суппорта устанавливают резцедержатель для закрепления резцов. Резцедержатели бывают различных конструкций.

На легких станках применяется одноместный резцедержатель (рис. 33, а). Он представляет собой цилиндрический корпус 1, в прорезь которого вставляют резец и закрепляют болтом 2. Резец опирается на подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно, поэтому такой резцедержатель применяют главным образом для мелких работ.
Более прочно закрепляется резец в резцедержателе, показанном на рис. 33, б. Резцедержатель 5, снабженный Т-образным сухарем 1, закрепляется на верхней части суппорта гайкой 4. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами 3. Резцедержатель этого типа применяется как на малых, так и на больших станках.
На больших токарных станках применяются одноместные резцедержатели (рис. 33, б). В этом случае резец устанавливают на плоскость 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис. 31).
Резцовая головка (резцедержатель) 6 устанавливается на верхней части суппорта 11; в резцедержателе можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головки необходимо ее открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать с помощью той же рукоятки 9.
8. Фартук
К нижней поверхности каретки 1 (см. рис. 31) прикреплен фартук 17 - так называется часть станка, в которой заключены механизмы для продольного и поперечного перемещений резца (подачи) и механизмы управления подачи. Эти перемещения могут совершаться вручную или механически.
Поперечная подача резца производится перемещением нижней части 3 суппорта. Для этого рукояткой 14 вращают винт, гайка которого скреплена с нижней частью суппорта.
Маховичок 16 служит для сообщения суппорту вручную продольной подачи по направляющим станины. Для более точного механического перемещения суппорта пользуются ходовым винтом (рис. 34). Винт 1 приводится во вращение от коробки подач. По нему перемещается разъемная гайка 2 и 8, установленная в фартуке суппорта и называемая маточной . При нарезании резьбы резцом обе половины гайки 2 и 8 сближают при помощи рукоятки 5; они захватывают нарезку винта 1 так, что при его вращении фартук, а вместе с.ним и суппорт, получают продольное перемещение.

Механизм для сдвигания и раздвигания половин разъемной гайки устроен следующим образом. На валике рукоятки 5 (рис. 34) закреплен диск 4 с двумя спиральными прорезями 6, в которые входят пальцы 7 нижней 8 и верхней 2 половин гайки. При повороте диска 4 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или расходиться. Половины гайки скользят по направляющим 3 фартука, имеющим форму ласточкина хвоста.
При всех токарных работах, кроме нарезания резьбы резцом, продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке (см. рис. 36 а). Это колесо получает вращение либо вручную, либо от ходового вала.
На токарном станке нельзя включать механизм продольной подачи от ходового вала одновременно с замыканием маточной гайки на ходовом винте: это ведет к неизбежной поломке механизма фартука или коробки подачи.
Для предотвращения таких неправильных включений на станке имеется специальный механизм, называемый механизмом блокировки.
Контрольные вопросы
1. Назовите основные узлы и детали токарного станка.
2. Как устроена станина токарного станка и каково ее назначение?
3. Для чего служит передняя бабка токарного станка?
4. Из каких основных деталей и механизмов состоит передняя бабка?
5. Для чего служит коробка скоростей станка?
6 Как устроен шпиндель и каково его назначение?
7. Расскажите об устройстве подшипников шпинделя (рис. 25).
8. Расскажите об устройстве и назначении задней бабки у токарного станка.
9. Через какие механизмы передается движение от шпинделя к суппорту станка?
10. Как устроен трензель?
11. Для чего служит коробка подач?
12. Из каких основных частей состоит суппорт?
13. Какие механизмы содержатся в фартуке станка?
14. Как передается движение от ходового вала к суппорту станка?
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
1 Что такое суппорт станка?
Это достаточно сложный узел , невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали,
и количество времени, которое было затрачено на ее изготовление.
1.1 Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
1.2 Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.

На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
1.3 Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.

На суппорте станка 16к20 проводятся следующие регулировки:
- зазоров;
- люфта;
- сальников.
1.4 Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим.
1.5 Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки
с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
1.6 Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.

Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми.
1.7 Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня.
2
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.

Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
2.2 Материалы и сборка
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.

Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Гитара сменных шестерен токарного станка Optimum
Гитара советского токарного станка по металлу
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.






