Mašine za glodanje su namenjene za obradu spoljašnjih i unutrašnjih ravnih i oblikovanih površina, sečenje žlebova, rezanje spoljašnjih i unutrašnjih navoja, zupčanika itd. Posebnost ovih mašina je radni alat - glodalica, koja ima mnogo reznih noževa. Glavni pokret je rotacija rezača, a pomak je kretanje proizvoda zajedno sa stolom na kojem je pričvršćen. Tokom procesa obrade, svaka oštrica rezača uklanja strugotine tokom djelića okretaja rezača, a dio strugotine se kontinuirano mijenja od najmanjeg do najvećeg. Postoje dvije grupe glodalica: opće namjene (na primjer, horizontalno, vertikalno i uzdužno glodanje) i specijalizirane (na primjer, glodanje za kopiranje, glodanje zupčanika).
U zavisnosti od broja stepeni slobode kretanja stola, razlikuju se konzolno glodanje (tri pomeranja - uzdužno, poprečno i vertikalno), nekonzolno glodanje (dva kretanja - uzdužno i poprečno), uzdužno glodanje (jedan pokret - uzdužne) i rotaciono-glodalice (jedan pokret - kružni radni dovod) mašine. Sve ove mašine imaju isti glavni pogon, koji obezbeđuje rotaciono kretanje vretena, i različite pogone za dovod.
Kopirno-glodalice se koriste za obradu prostorno složenih ravnina metodom kopiranja pomoću šablona. Primjeri uključuju površine pečata, kalupa, impelera hidrauličnih turbina, itd. Na univerzalnim mašinama obrada takvih površina je previše komplikovana ili čak nemoguća. Varijacija ovih najčešćih mašina su elektrokopirne mašine, koje imaju električnu kontrolu praćenja.
Dizajn univerzalne glodalice modela 6N81 prikazan je na slici 1. Mašina je dizajnirana za glodanje različitih delova relativno malih dimenzija.

Rice. 1 Dizajn univerzalne glodalice model 6N81
Kućište glave vretena sadrži motor vretena, mjenjač i vreteno za rezač. Glava vretena se kreće duž vodilica pomicanja duž svoje ose, a pomicanje se, zauzvrat, kreće duž fiksnog postolja s vertikalnim vodilicama.
Dakle, mašina ima tri međusobno okomita kretanja: horizontalno kretanje stola, vertikalno kretanje glave vretena uz pomicanje i poprečno kretanje glave vretena duž svoje ose. Volumetrijska obrada izvodi se horizontalnim ili vertikalnim šavovima. Radni alati: prstasti cilindrični i konusni ili krajnji glodali.
Električna oprema glodalica uključuje glavni pogon, pogon za dovod, pomoćne pogone, razne električne upravljačke, nadzorne i zaštitne uređaje, alarmne sisteme i lokalnu rasvjetu strojeva.
Električni pogon glodalica
Pogon glavnog pokreta glodalice: asinhroni kavezni motor; asinhroni motor sa prekidačem polova. Kočenje: protuprekidanje pomoću elektromagneta. Ukupni raspon kontrole (20 - 30): 1.
Pogon: mehanički iz glavnog kruga kretanja, asinhroni kavezni motor, motor sa promjenom polova (pomicanje stola uzdužnih glodalica), G-D sistem (pomicanje stola i dovod glava uzdužnih glodalica), G-D sistem sa EMU (pokret stolovi uzdužnih glodalica); tritor pogon, podesivi hidraulični pogon. Opći opseg upravljanja 1: (5 - 60).
Pomoćni pogoni se koriste za: brzo kretanje glava za glodanje, pomicanje prečke (kod uzdužnih glodalica); stezne prečke; pumpa za hlađenje; pumpa za podmazivanje, hidraulična pumpa.
Kod horizontalnih glodalica elektromotori s prirubnicom se obično ugrađuju na stražnji zid ležaja, a kod vertikalnih glodalica najčešće se ugrađuju okomito na vrh ležaja. Upotreba zasebnog elektromotora za pogon hrane uvelike pojednostavljuje dizajn strojeva za glodanje. Ovo je prihvatljivo kada se operacije sečenja zupčanika ne izvode na mašini. Sistemi upravljanja cikličkim programom uobičajeni su na glodalicama. Koriste se za pravougaone oblike. Numerički kontrolni sistemi se široko koriste za obradu zakrivljenih kontura.
U mašinama za uzdužno glodanje, za pogon svakog vretena obično se koriste odvojeni asinhroni kavezni motori i višestepeni mjenjač. Opseg regulacije brzine pogona vretena doseže do 20: 1. Upravljački krugovi za motore vretena koji nisu uključeni u obradu dijela isključuju se kontrolnim prekidačima. Pogon vretena u radu se zaustavlja tek nakon što je posmak potpuno zaustavljen. Da biste to učinili, u krug je ugrađen vremenski relej. Motor za dovod može se pokrenuti tek nakon što je motor vretena uključen.
Pogon stola teških uzdužnih glodalica mora obezbijediti brzinu pomaka od 50 do 1000 mm/min. Osim toga, potrebno je brzo pomicati sto brzinom od 2 - 4 m/min i polako se kretati pri postavljanju mašine na brzinu od 5 - 6 mm/min. Ukupni raspon kontrole brzine pogona stola dostiže 1: 600.
Na teškim uzdužnim glodalicama uobičajen je električni pogon koji koristi G-D sistem sa EMU. Električni pogoni za vertikalne i horizontalne (bočne) glave stone su slični pogonu stola, ali imaju znatno manju snagu. Ako nije potrebno istovremeno pomicanje grudnjaka, tada se za pogon svih nosača koristi zajednička jedinica pretvarača. Takvo upravljanje je jednostavnije i manje košta. Aksijalno pomicanje vretena vrši se istim pogonom za dovod. Da biste to učinili, kinematički lanac se u skladu s tim prebacuje. Teške uzdužne glodalice s pokretnim portalom također koriste poseban elektromotor za njihovo pomicanje.
Da bi se poboljšao nesmetan rad nekih mašina za glodanje, koriste se zamašnjaci. Obično se montiraju na pogonsku osovinu rezača. Za mašine za brušenje zupčanika, neophodna korespondencija između glavnog kretanja i kretanja uvlačenja osigurava se mehaničkim povezivanjem lanca napajanja sa glavnim lancem kretanja.
Električna oprema mašina za rezanje zupčanika. Glavni pogon: asinhroni kavezni motor. Pogon za napajanje: mehanički iz glavnog lanca kretanja. Pomoćni pogoni se koriste za: brzo pomeranje konzole i zadnjeg postolja, pomeranje glave za glodanje, jednodeljenje, rotaciju stola, pumpu za hlađenje, pumpu za podmazivanje, hidrauličnu pumpu za istovar (za teške mašine).
Specijalni elektromehanički uređaji i blokade: uređaj za brojanje broja ciklusa, automatski uređaji za kompenzaciju dimenzionalnog trošenja alata.
Brojne mašine za obradu zupčanika koriste uređaje za brojanje. Koriste se na mašinama za brijanje za brojanje prolaza, na mašinama za predrezivanje zupčanika, za brojanje broja podela i za brojanje broja obrađenih delova.
U mašinama za oblikovanje zupčanika, glavno povratno kretanje se izvodi preko radilica i ekscentričnih zupčanika. Električna oprema mašina za oblikovanje zupčanika nije komplikovana. Koriste se magnetni starteri sa dodatnom kontrolom „jogova“ (za podešavanje). Pogon se najčešće koči elektromagnetom.
Na sl. 2. prikazana je električna shema glodalice modela 6R82Š
Rice. 2. Šema električnog kola glodalice (kliknite na sliku za uvećanje)
Radno mesto je osvetljeno lampom za lokalno osvetljenje postavljenom na levoj strani kreveta mašine. Konzola sadrži elektromagnet za brza kretanja. montiran na konzole na konzoli i lijevoj strani okvira. Svi upravljački uređaji nalaze se na četiri panela, na čijoj prednjoj strani se nalaze ručke sljedećih komandi: S1 - ulazni prekidač; S2 (S4) - prekidač za okretanje vretena; S6 - prekidač načina rada; S 3 - prekidač za hlađenje. Mašine 6R82Š i 6R83Š, za razliku od drugih mašina, imaju dva elektromotora za pogon horizontalnog i rotacionog vretena.
Električni krug vam omogućava da mašinom upravljate u sledećim režimima: upravljanje sa ručki i kontrolnih dugmadi, automatska kontrola uzdužnih kretanja stola, okrugli sto. Način rada se bira pomoću prekidača S6. Elektromotor za dovod se uključuje i isključuje pomoću ručica koje djeluju na granične prekidače za uzdužni pomak (S17, S19), vertikalni i poprečni dovod (S16, S15).
Vreteno se uključuje i isključuje pomoću tipki “Start” i “Stop”. Kada pritisnete dugme "Stop", istovremeno sa isključenjem motora vretena, isključuje se i motor za dovod. Tablica se brzo pomiče kada pritisnete dugme S12 (S13) „Brzo“. Kočenje elektromotora vretena je elektrodinamičko. Pritiskom na tipke S7 ili S8 uključuje se kontaktor K2, koji povezuje namotaj motora sa izvorom istosmjerne struje napravljenim pomoću ispravljača. Dugme S7 ili S8 moraju biti pritisnute dok se motor potpuno ne zaustavi.
Automatsko upravljanje glodalicom vrši se pomoću gredica postavljenih na stolu. Kada se stol pomiče, bregovi, djelujući na ručku prekidača uzdužnog pomaka i gornji lančanik, vrše potrebne prekidače u električnom krugu pomoću krajnjih prekidača. Električni krug radi u automatskom ciklusu - brz pristup - radni dovod - brzo povlačenje. Rotacija okruglog stola se vrši iz dovodnog motora, koji pokreće kontaktor K6 istovremeno sa motorom vretena. Brzo pomeranje okruglog stola se dešava kada se pritisne dugme „Brzo“, čime se uključuje kontaktor K3 brzog elektromagneta.
Posjedovanje glodalice zaista pojednostavljuje posao umetanja šarki, formiranja složenih rupa, udubljenja, rezbarenja drva itd. Ali to uopće ne znači da je potrebno imati profesionalnu i skupu opremu: dovoljno je imati jednostavan ručni uređaj.
Jedina stvar koja vam je potrebna je da možete u osnovi rukovati drvetom i koristiti električne alate. Osim toga, morate imati želju, inače bez toga nikada neće biti rezultata. Oni koji nemaju želju da rade jednostavno kupuju namještaj ili angažuju majstore da, na primjer, ugrade nova vrata i izrezuju brave. Svaki rad, posebno sa električnim alatima, zahtijeva određena znanja, a posebno sigurnosne mjere.

Uređaj za glodanje je dizajniran za obradu drveta i metala. Uz njegovu pomoć moguće je formirati udubljenja ili rupe bilo koje konfiguracije. Ovo uvelike pojednostavljuje zadatke kao što su umetanje šarki i umetanje brava. Učiniti to dlijetom i električnom bušilicom nije tako lako i oduzima puno vremena.
Postoje stacionarni uređaji za glodanje i prijenosni (ručni). Ručne električne glodalice smatraju se univerzalnim uređajima, uz pomoć kojih je, uz prisustvo dodataka, moguće izvoditi operacije u različite svrhe, samo trebate promijeniti položaj dijela u odnosu na uređaj ili vice obrnuto.
Stacionarni uređaji se koriste u fabrikama ili fabrikama u kojima se uspostavlja masovna proizvodnja proizvoda od drveta ili metala. U takvim uslovima, rezni dodatak miruje, a radni komad se kreće duž željene putanje. Prilikom upotrebe ručnog alata, naprotiv, dio se fiksira nepomično i tek onda se obrađuje, iako postoje dijelovi koji zahtijevaju fiksiranje ručnog alata. To je predviđeno dizajnom, stoga se smatra univerzalnijim. To je posebno istinito kada je potrebno obraditi veliki broj dijelova, a nije moguće koristiti stacionarnu mašinu.
 Domaća glodalica je horizontalna platforma s rupom u sredini, na koju je odozdo pričvršćen ručni uređaj.
Domaća glodalica je horizontalna platforma s rupom u sredini, na koju je odozdo pričvršćen ručni uređaj. Postoji mnogo vrsta glodalica, ali za upotrebu kod kuće ili za pokretanje vlastitog posla prikladniji su univerzalni modeli. U pravilu su opremljeni setom rezača i raznim uređajima za izvođenje različitih vrsta operacija. Jedina stvar je da ako imate ručnu glodalicu, jednostavne operacije mogu potrajati mnogo duže nego kada koristite stacionarnu mašinu.
Koristeći ručnu glodalicu moguće je:
- Napravite žljebove ili udubljenja bilo kojeg oblika (kovrdžava, pravokutna, kombinirana).
- Izbušite prolazne i ne-prolazne rupe.
- Obradite krajeve i ivice bilo koje konfiguracije.
- Izrežite dijelove složenog oblika.
- Nanesite crteže ili uzorke na površinu dijelova.
- Kopirajte dijelove ako je potrebno.
 Kopiranje dijelova jedna je od funkcija svake električne glodalice.
Kopiranje dijelova jedna je od funkcija svake električne glodalice. Prisutnost takvih funkcija omogućava pojednostavljenje proizvodnje istog tipa namještaja ili proizvodnju identičnih dijelova koji nisu povezani s proizvodnjom namještaja. Ovo je jedna od glavnih prednosti ovog alata. U pravilu, za proizvodnju dijelova istog tipa potrebno je instalirati mašine za kopiranje, koje su dizajnirane za obavljanje samo jedne operacije, što nije uvijek isplativo, posebno u malim preduzećima.
Početak rada i briga o alatu
Da biste razumjeli kako ovaj uređaj radi, trebali biste se upoznati s njegovim glavnim dijelovima i njihovom namjenom.
Sastav i namjena glavnih komponenti
Uređaj za ručno glodanje sastoji se od metalnog tijela i motora koji se nalazi u istom tijelu. Iz kućišta viri osovina na koju se postavljaju različite stezne čahure koje služe kao adapteri. Omogućuju vam ugradnju rezača različitih veličina. Rezač se ubacuje direktno u steznu čahuru, koja je pričvršćena posebnim zavrtnjem ili dugmetom, koji se nalazi na nekim modelima.
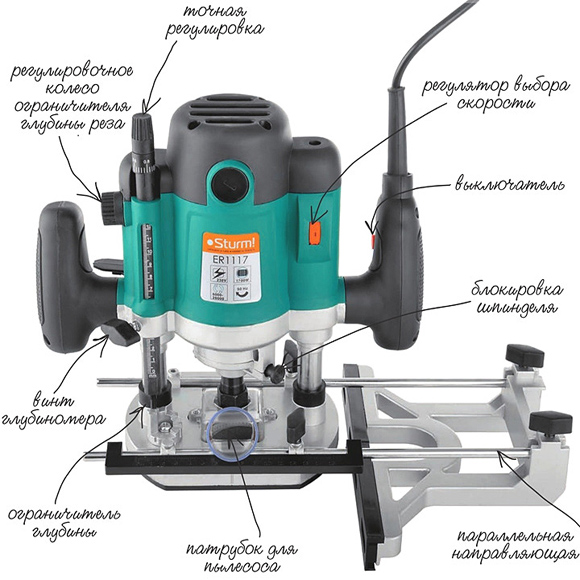 Glavni elementi uređaja za ručno glodanje i njihova namjena.
Glavni elementi uređaja za ručno glodanje i njihova namjena. Dizajn uređaja za glodanje uključuje metalnu platformu, koja ima čvrstu vezu s tijelom. Pričvršćuje se za tijelo pomoću dvije šipke. Sa vanjske strane ploča ima glatku prevlaku koja osigurava glatko kretanje tokom rada.
Uređaj za ručno glodanje ima neke karakteristike koje se mogu podesiti:
- Zbog ručke i skale za podešavanje dubine glodanja. Podešavanje se vrši u koracima od 1/10 mm.
- Podešavanjem brzine rotacije rezača.
U početnim fazama, prilikom savladavanja alata, bolje je pokušati raditi na malim ili srednjim brzinama. Iako uvijek treba imati na umu da što je veća brzina, to je posao bolji. Pogotovo ako se radi o kritičnim, vidljivim područjima koja se ne mogu maskirati.
Pored ovih poluga, tu je i dugme za uključivanje i isključivanje proizvoda, kao i dugme za zaključavanje. Ovi elementi se smatraju osnovnim, osiguravajući kvalitetno i sigurno obavljanje posla. Tu je i paralelno zaustavljanje, što doprinosi jednostavnosti upotrebe. Može biti čvrsto fiksiran ili sa mogućnošću podešavanja pomaka radnog područja od centra.
Briga o ručnom uređaju za glodanje

Obično fabrički proizvod padne u ruke testirane i podmazane osobe, tako da ne treba preduzimati dodatne mere. Samo tokom njegovog rada morate pratiti njegovu čistoću i upotrebljivost. Istovremeno, treba ga redovno čistiti od prašine i menjati mazivo, ako je tako zapisano u pasošu. Podmazivanje je posebno potrebno za pokretne dijelove. Kao opciju možete koristiti aerosolna maziva, ali možete se snaći i sa običnim, kao što je Litol. Ne preporučuje se upotreba gustih maziva, jer se na njih lijepe strugotine i prašina. Ako se koriste aerosolna maziva, onda se ovaj faktor može eliminirati.
Đon, glatki dio tijela, također zahtijeva podmazivanje. Redovno podmazivanje će osigurati glatko kretanje.
Unatoč tome, kupljeni predmet svakako treba provjeriti na kvalitet montaže i prisutnost maziva.
Nažalost, ne brinu svi proizvođači, posebno domaći, o kvaliteti izrade. Postoje slučajevi kada se već nakon prvih sati rada šrafovi ili šrafovi odvrnu sa proizvoda jer nisu dobro zategnuti.
Podešavanje brzine rotacije
Rad bilo kojeg alata povezan je s određenim uvjetima koji se odnose, prije svega, na prirodu materijala koji se obrađuje. To može biti šperploča, kompozitni materijal ili obično drvo. Ovisno o tome, podešava se brzina rotacije električnog uređaja. U pravilu se u tehničkom listu uvijek navode radni parametri uređaja, ovisno o tehničkim karakteristikama i karakteristikama površina koje se obrađuju, kao i rezača koji se koriste.
 Indikatori brzina obrade pri korištenju različitih rezača.
Indikatori brzina obrade pri korištenju različitih rezača. Popravljanje rezača
Prva stvar s kojom počinje rad je ugradnja i osiguranje rezača. Istovremeno, treba se pridržavati osnovnog pravila - svi radovi se izvode s utikačem izvađenim iz utičnice.
Rezač se postavlja prema određenim oznakama, a ako nedostaju, onda na dubinu ne manju od * dužine samog rezača. Kako instalirati rezač na određeni model možete pronaći u uputama, koje moraju biti uključene u tehničku dokumentaciju za uređaj. Činjenica je da svaki model može imati svoje karakteristike dizajna i o tome nije moguće govoriti u članku.
 Ugradnja rezača na uređaj prije početka rada.
Ugradnja rezača na uređaj prije početka rada. Kako kažu, postoje i jednostavni i „napredniji“ modeli. Neki modeli imaju dugme za zaključavanje rotacije osovine, što olakšava ugradnju rezača. Neki, posebno skupi modeli, opremljeni su čegrtaljkom. Dakle, neće biti moguće konkretno opisati proces ugradnje rezača, a nema ni smisla, jer će svi koji su upoznati s radom ovakvih uređaja to shvatiti za trenutak.
Podešavanje dubine glodanja
Svaki model ima svoju maksimalnu dubinu glodanja. Istovremeno, nije uvijek potrebna maksimalna dubina, već određena dubina koja se postavlja prije rada. Čak i ako je potrebna maksimalna dubina, kako ne bi došlo do preopterećenja uređaja, proces glodanja je podijeljen u nekoliko faza, mijenjajući dubinu glodanja u koracima. Za podešavanje su predviđeni posebni graničnici - limiteri. Konstruktivno su napravljeni u obliku diska koji se nalazi ispod šipke, na koji su pričvršćeni graničnici različitih dužina. Broj takvih nogu može biti od tri do sedam, a to ne znači da što ih je više, to bolje. Bolje je ako je moguće podesiti svaku nogu, čak i ako je njihov broj minimalan. Da biste osigurali ovo zaustavljanje u optimalnom položaju, trebali biste koristiti bravu u obliku zastavice.
Proces za podešavanje dubine glodanja je sljedeći:

 Tako se radni komad gloda do određene dubine.
Tako se radni komad gloda do određene dubine. Na visokokvalitetnim, skupim modelima postoji točak za precizno podešavanje dubine glodanja.
 Koristeći ovaj kotačić, možete preciznije podesiti dubinu bez ometanja prethodne postavke.
Koristeći ovaj kotačić, možete preciznije podesiti dubinu bez ometanja prethodne postavke. Ovaj kotač (zeleni na gornjoj fotografiji) vam omogućava da prilagodite dubinu u malim granicama.
Glodalice za ručne glodalice

Glodalica je rezni alat koji može imati reznu ivicu zamršenog oblika. U pravilu su svi rezači dizajnirani za rotacijske pokrete i stoga imaju cilindrični oblik. Drška rezača, koja je stegnuta u čahuru, ima isti oblik. Neki rezači su opremljeni potisnim valjkom, tako da razmak između površine rezanja i materijala koji se obrađuje ostaje konstantan.
Glodala se izrađuju samo od visokokvalitetnih metala i njihovih legura. Ako trebate obraditi meko drvo, onda će vam poslužiti HSS rezači, a ako trebate obraditi tvrdo drvo, onda je bolje koristiti rezače od tvrđih HM legura.
Svaki rezač ima svoje tehničke karakteristike koje mu pružaju visokokvalitetne i dugotrajne performanse. Glavni pokazatelj je maksimalna brzina njegove rotacije, koju nikada ne treba precijeniti, inače je njen kvar neizbježan. Ako je rezač tup, ne biste ga trebali sami naoštriti. Oštrenje rezača vrši se pomoću posebne, skupe opreme. Uostalom, ne morate samo naoštriti rezač, već i zadržati njegov oblik, što nije manje važno. Stoga, ako iz nekog razloga rezač postane tup, bit će jeftinije kupiti novi.
Najpopularniji rezači
Postoje rezači koji se u radu koriste češće od ostalih. Na primjer:

 Kalupi za utore dizajnirani su za stvaranje udubljenja na bilo kojem mjestu na radnom komadu.
Kalupi za utore dizajnirani su za stvaranje udubljenja na bilo kojem mjestu na radnom komadu. Postoje rezači koji su jednostavni, monolitni, napravljeni od jednog komada metala, a postoje i slagači. Set rezača se sastoji od drške, koja služi kao osnova za set reznih elemenata. Odabirom reznih ravnina i njihovim postavljanjem na dršku, koristeći podloške različite debljine, možete formirati proizvoljan reljef na površini obratka.
 Set rezač je skup reznih površina i podložaka koji vam omogućavaju sastavljanje rezača željenog oblika.
Set rezač je skup reznih površina i podložaka koji vam omogućavaju sastavljanje rezača željenog oblika. U stvari, ima mnogo rezača i ovo je samo mali dio onoga što se proizvodi. Svi rezači se razlikuju po promjeru drške, promjeru reznih površina, njihovoj visini, položaju noževa itd. Što se tiče opreme za ručno glodanje, dovoljno je imati set od pet najčešćih rezača. Ako je potrebno, možete ih kupiti u bilo koje vrijeme.
Pravila za rad sa ručnim alatima za glodanje
Rad s električnim alatima zahtijeva posebna pravila, posebno kada postoje elementi koji se brzo rotiraju. Osim toga, kao rezultat rada, formiraju se čipovi koji lete u svim smjerovima. Unatoč činjenici da je većina modela opremljena zaštitnim štitom, to ne štiti u potpunosti od protoka čipsa. Stoga je bolje raditi s takvim alatom noseći zaštitne naočale.
 Na fotografiji je model na kojem je priključen usisivač za uklanjanje strugotina.
Na fotografiji je model na kojem je priključen usisivač za uklanjanje strugotina. Opšti zahtjevi
Ako se pridržavate osnovnih zahtjeva za siguran rad s električnom ručnom glodalicom, krajnji rezultat će vas zadovoljiti kvalitetom rada i sigurnim ishodom. Ovo su uslovi:

Zahtjevi nisu jako složeni i sasvim izvodljivi, ali ignoriranje znači izlaganje opasnosti. I još jedna stvar, ništa manje važna, je sposobnost da držite alat za glodanje u rukama i osjetite kako radi. Ako se osjećaju ozbiljne vibracije, onda se morate zaustaviti i analizirati razloge. Moguće je da je rezač tup ili postoji čvor. Ponekad je potrebno pravilno podesiti brzinu rotacije rezača. Ovdje možete eksperimentirati: ili dodajte brzinu ili je smanjite.
Obrada rubova: korištenjem šablona
Rubove drvene ploče bolje je obraditi pomoću blanjalice. Ako to nije moguće, onda možete koristiti ručni ruter, iako će to potrajati. Ovi radovi se izvode i bez šablona i sa šablonom. Ako nema vještina ili ih je vrlo malo, onda je bolje koristiti šablon. Za obradu ivica koriste se ravne glodalice, kako sa jednim ležajem na kraju reznog dela tako i sa ležajem na početku (vidi sliku).
 Rezači ivica.
Rezači ivica. Kao šablon možete koristiti već obrađenu ploču ili drugi ravni predmet. Štaviše, dužina šablona mora biti veća od dužine obratka, kako na početku tako i na kraju radnog komada koji se obrađuje. Time ćete izbjeći neravnine na početku ivice i na kraju. Ovdje je najvažnije da predložak ili objekt koji djeluje kao predložak ima glatku i ravnu površinu. Osim toga, njegova debljina ne smije biti veća od razmaka između ležaja i reznog dijela.
Širina dijela je manja od dužine dijela za sečenje
Štoviše, što je duži rezni dio, to je teže raditi s alatom, jer je potrebno više truda. U tom smislu, bolje je početi raditi sa rezačima koji imaju prosječnu dužinu reznog dijela. Princip rada za obradu rubova je sljedeći:
- Šablon je pričvršćen tako da je na željenoj visini i da ima ravnu horizontalnu površinu.
- Šablon je čvrsto pričvršćen za sto ili drugu površinu.
- Rezač s valjkom se postavlja tako da se valjak kreće duž šablona, a rezač (rezni dio) pomiče se duž radnog komada. Da biste to učinili, izvršite sve potrebne manipulacije s predloškom, izratkom i alatom.
- Rezač je ugrađen u radni položaj i stegnut.
- Nakon toga, alat se uključuje i kreće se duž predloška. U tom slučaju trebate odlučiti o brzini kretanja, koja je određena dubinom obrade.
- Jedinica za glodanje se može gurnuti ili povući, ovisno o tome što vam odgovara.
Nakon prvog prolaza, trebali biste stati i ocijeniti kvalitetu rada. Ako je potrebno, može se napraviti još jedan prolaz podešavanjem položaja alata. Ako je kvaliteta zadovoljavajuća, tada se stege uklanjaju, oslobađajući radni komad.
Ovim pristupom moguće je ukloniti četvrtinu uz rub ili u nekim njegovim dijelovima. To se postiže postavljanjem rezne ivice tako da se proteže do potrebne dubine u dio.
 Četvrtina snimka na fasadi namještaja.
Četvrtina snimka na fasadi namještaja. Ako zamijenite rezač oblikovanim i pomjerite vodilicu, kao i upotrijebite graničnik, zapravo možete primijeniti uzdužni uzorak na dio (na slici ispod).
 Nanošenje uzdužnog figuriranog uzorka na radni komad.
Nanošenje uzdužnog figuriranog uzorka na radni komad. Ako koristite sličnu tehniku glodanja (sa šablonom), lako možete savladati tehniku rada s drvetom općenito. Nakon nekog vremena možete napustiti predloške, jer njihova instalacija oduzima puno korisnog vremena.
 Kako napraviti ravnu ivicu bez šablona: to ne možete učiniti bez iskustva.
Kako napraviti ravnu ivicu bez šablona: to ne možete učiniti bez iskustva. Širina dijela je veća od dužine dijela za sečenje
Često je debljina radnog komada veća od dužine reznog dijela rezača. U ovom slučaju postupite na sljedeći način:
- Nakon prvog prolaza, šablon se uklanja i pravi se drugi prolaz. U ovom slučaju, predložak će biti već obrađeni dio. Da biste to učinili, ležaj se vodi duž obrađene površine. Ako je rezni dio opet nedostajao, morat će se napraviti još jedan prolaz.
- Za završnu obradu treba uzeti rezač s ležajem na kraju, a radni komad treba okrenuti naopako, nakon čega se učvršćuje stezaljkama. Kao rezultat toga, ležaj će se kretati duž obrađene površine. Ovaj pristup omogućava obradu debelih dijelova.
 Ležaj se vodi duž obrađene površine, a rezna ivica obrađuje ostatak radnog komada.
Ležaj se vodi duž obrađene površine, a rezna ivica obrađuje ostatak radnog komada. Da biste savladali rad ručnog alata za glodanje, trebat će vam puno grubih zareza, koje vam ne smeta kasnije baciti. Niko nije uspio prvi put. Da biste bilo šta postigli, morate naporno trenirati.
Postizanje različitih oblika ivica
Ako je potrebna figurirana ivica, što je najvjerovatnije neophodno, prvo obratite pažnju na stanje ove ivice. Ako je neravnomjeran, morat ćete ga izravnati i tek tada početi formirati zakrivljeni rub odabirom odgovarajućeg rezača.
 Zaobljena ivica.
Zaobljena ivica. Potrebno je pripremiti površinu tako da rezač ne kopira zakrivljenost po kojoj će se valjak kretati. U ovom slučaju potreban je niz radnji, inače pozitivan rezultat neće uspjeti.
Ako trebate obraditi iskreno zakrivljenu površinu, onda ne možete bez predloška. Može se izrezati od šperploče, debljine oko 10 mm, tako da se prvo nanese šablon i šablon izrežete ubodnom testerom. Rub šablona mora biti doveden do savršenstva pomoću ručne glodalice.
Rad bilo koje moderne opreme, uključujući i opremu, nemoguć je bez električne struje.
Stoga, pored mehaničkog dijela uređaja, mora postojati i električni. Gradi se prema određenom uzorku.
Vrste
Postoje sljedeće vrste električnih kola:
- konstrukcijski, koji određuje odnos dijelova električne opreme;
- funkcionalno, definiranje električnih procesa u posebnoj jedinici, potpuno za CNC mašinu;
- osnovni, koji odražava sve elemente i daje ideju o principu rada;
- instalacijski plan priključaka za električne priključke;
- lokacija delova električnih uređaja, provodnika i kablovskih proizvoda.
Tehnička dokumentacija uređaja obično sadrži dijagram strujnog kola i dijagrame rasporeda električne opreme. Izvodi se bez pridržavanja mjerila i bez navođenja kako se pojedini elementi zapravo nalaze.
Opšti zahtjevi za izradu električnih kola
Električni dijagrami CNC mašine (govorimo o osnovnim) obično prikazuju svaki element električne opreme koji sudjeluje u tehnološkom procesu ili kontrolira njegov tok. Uobičajeno je da se strujni krugovi postavljaju s lijeve strane, označavajući mjesto na dijagramu debelom linijom, a za upravljačke krugove oni su prikazani na desnoj strani kao tanka linija. Prilikom izrade dijagrama, uobičajeno se pretpostavlja da su svi elementi kola u isključenom stanju.
Elementi imaju šematski prikaz, daju im se pozicijske oznake u obliku slova. U slučaju jednog elektromotora - M, a ako ih ima više - M1, M2, M3 (slovnim i numeričkim izrazom). Ako se grade dijagrami rasporeda, na njima se snima sve što se odnosi na električnu opremu (u velikoj slici). Tanka je linija na kojoj ima prostora za spojne elemente - žice i kablove. Takvi dijagrami su napravljeni da predstavljaju glodalo, opremljeni su električnim ormarom i upravljačkom pločom mašine.
Kao primjer strujnog kruga za energetsku opremu numerički upravljanog uređaja, može se zamisliti sljedeće:

Moderna električna oprema ima vrlo složene dijagrame strujnih kola, a njihovo čitanje nije uvijek lako. A situacija se objašnjava činjenicom da pored elektromotora, releja, startera i kontaktora, mašina uključuje mnoga automatska sredstva, računarsku opremu i jedinice mikroelektronske opreme. Različite mašine, ukupno, imaju zajedničku električnu komponentu, a istovremeno se razlikuju po funkcionalnim karakteristikama blokova.
Značajke električnog kruga glodalice 6P82
Pokušajmo razumjeti električni krug horizontalne konzolne glodalice 6P82. Predstavljen je sljedećim blokovima:
- opskrbna mreža napona 380 V, naizmjenična struja frekvencije 50 Hz;
- upravljački krugovi s naponom od 110 V (izmjenična struja); 65 V (DC);
- lokalna rasvjeta napona 24 V;
- nazivna ukupna struja elektromotora koji istovremeno rade je 20 A, a nazivna struja zaštitnih uređaja 63 A.
Tehnička dokumentacija postavlja ograničenja za upotrebu opreme na mašini u odnosu na snagu i snažna opterećenja. Ako radi više od 63 o/min, tada su granice upotrebe glavnog pogona ograničene samo nazivnom snagom elektromotora.
Potrebno je imenovati glavne komponente električnog kola glodalice: motori sa drajverima, interfejsne ploče, računari ili laptopi, izvori napajanja i dugme za zaustavljanje mašine u nuždi.
Mogućnost samostalnog sklapanja
Za one koji sastavljaju CNC mašinu vlastitim rukama, postoji još jedna opcija za ugradnju elektrike na mašine. Možete kupiti gotov set koji sadrži tri Nema motora i isti broj drajvera koji im odgovaraju; opadajući transformator za napajanje upravljačkog kola i sklopne ploče za napajanje (36 V). Možete koristiti druge komplete kada sami sastavljate mašinu.
Elektronika mašine treba da bude implementirana na jednoj ploči. Cijeli set vanjskih elemenata je tamo spojen pomoću konektora i terminalnih blokova:
- SD, krajnji prekidači na svakoj osi;
- utičnica za uključivanje glavnog pogona (moguć je DREMEL 300);
- ventilator preuzet iz mini usisivača, transformator za napajanje;
- konektor za povezivanje sa računarom preko LPT porta.

Gotovo sve komponente se lako mogu ukloniti sa starih kompjuterskih ploča, Spectruma - prvih računara, kao i zastarjelih mrežnih prekidača.
Krug uključuje CNC upravljačku jedinicu (softversko aktiviranje vretena) i prepun je dodatnih priključaka za alate i senzore. LPT računarski port je povezan preko standardnog kabla. Elektronika mašine ne zahteva prisilno hlađenje i ne zagreva se.
Sva elektronika za CNC smeštena je u niši na zadnjoj strani mašine i prekrivena je pločom kako bi se sprečila prašina i prljavština.
Kada se bavite elektronikom prilikom sastavljanja CNC-a vlastitim rukama, morate odabrati prave izvore napajanja. Na primjer, za SD možete koristiti jedinicu od 12 V i struju od 3A. Za napajanje čipova kontrolera potreban je blok napona od 5 V sa strujom od 0,3 A. Kako izvršiti proračune napajanja? Postoji jednostavna formula - 3x2x1=6A, gdje je 3 broj uključenih motora (duž X, Y i Z osa); 2 – broj namotaja, 1 A – jačina struje.

Dizajn kontrolnog regulatora, prema vrlo jednostavnoj shemi kola, može se sastaviti iz tri mikro kruga i ne zahtijeva firmware. Stoga, dobru CNC glodalicu može napraviti osoba s malo znanja o elektrotehnici i elektronici.
SD drajver kontroliše 4-kanalno pojačalo. Sastoji se od 4 tranzistora.
Koriste se i varijante serijskih mikro krugova, kao što je ULN 2004 (za 9 ključeva), jačina struje 0,5 - 0,6A.
Drajveri se mogu kontrolisati pomoću programa vri-cnc. Samo trebate pronaći upute o tome kako ga koristiti na službenoj web stranici. Za opštu kontrolu mašine koriste se programi Kcam i Mach3, koji razlikuju različite formate datoteka za proces glodanja i bušenja.
Novi pristupi mašinskoj opremi
Samo pouzdana oprema s jednostavnim kontrolama osigurat će visokokvalitetno glodanje ili graviranje površina dijelova i radnih komada.
Na primjer, winner pro CNC blanjalica za drvo blanja bilo koju vrstu duž sve četiri ravnine radnog komada i proizvodi različite vrste profila. Ono što je posebno dobro kod njega je princip ugradnje u module. To znači da je moguće mijenjati karakteristike opreme, maksimalno prilagođavajući je potrebama kupaca.
U svaku seriju alatnih mašina realno je uvesti modifikacije koje se razlikuju po broju vretena, imaju različitu snagu elektromotora, a samim tim i brzinu pomaka izratka. Kupac ima mogućnost da naruči izgled mašine, u skladu sa potrebama, sa novim električnim kolom.

Stoga je prije spajanja stroja na sistem napajanja bolje provjeriti da li parametri točno odgovaraju karakteristikama mreže. Ovo je direktna odgovornost električara. Potrebna je trofazna mreža napona od 380 V i frekvencije od 50 Hz, potrebno je uzemljenje. Kablovi za napajanje (s poprečnim presjekom od najmanje 16 mm) se dovode u opremu u cijevi ili metalnom crijevu kako se ne bi oštetili tijekom rada.
Ova CNC mašina je najbolja koja je danas stvorena. Omogućava kvalitetno glodanje i graviranje površina dijelova, visoku preciznu obradu elemenata specificiranih programom (naredba G601 za aktiviranje koraka odvija se samo uz precizno pozicioniranje).
Zaključak
Dobro poznavanje električnih kola, čitanje crteža - to su vještine kojima svi kojima numeričko i programsko upravljanje nije upečatljiva fraza, već svakodnevni rad na napajanju programabilne opreme i robotske opreme.
I zato, kao dio ovog nastavnog članka, želim da zajedno s autorom projekta, 21-godišnjim mehaničarom i dizajnerom, napravite svoj vlastiti. Naracija će se voditi u prvom licu, ali znajte da, na moju veliku žalost, ne prenosim svoje iskustvo, već samo slobodno prepričavam autora ovog projekta.
U ovom članku će biti dosta crteža., napomene uz njih su napravljene na engleskom, ali sam siguran da će pravi tehničar sve razumjeti bez daljnjeg. Radi lakšeg razumijevanja, podijeliću priču u „korake“.
Predgovor od autora
Već sa 12 godina sanjao sam da napravim mašinu koja bi bila sposobna da stvara razne stvari. Mašina koja će mi dati mogućnost da napravim bilo koji kućni predmet. Dvije godine kasnije naišao sam na frazu CNC ili da budemo precizniji, fraza "CNC glodalica". Nakon što sam saznao da postoje ljudi koji mogu sami napraviti takvu mašinu za svoje potrebe, u svojoj garaži, shvatio sam da bih to mogao i ja. Moram to uraditi! Tri mjeseca sam pokušavao da prikupim odgovarajuće dijelove, ali nisam popuštao. Tako je moja opsesija postepeno nestala.
U avgustu 2013. ponovo me zaokupila ideja o izradi CNC glodalice. Upravo sam završio diplomu industrijskog dizajna na fakultetu, tako da sam bio prilično siguran u svoje sposobnosti. Sada sam jasno shvatio razliku između mene danas i mene prije pet godina. Naučio sam da radim sa metalom, savladao tehnike rada sa ručnim mašinama za obradu metala, ali što je najvažnije, naučio sam da koristim razvojne alate. Nadam se da će vas ovaj tutorijal inspirisati da napravite vlastitu CNC mašinu!
Korak 1: Dizajn i CAD model
Sve počinje promišljenim dizajnom. Napravio sam nekoliko skica kako bih bolje osjetio veličinu i oblik buduće mašine. Nakon toga sam kreirao CAD model koristeći SolidWorks. Nakon što sam modelirao sve dijelove i komponente mašine, pripremio sam tehničke crteže. Koristio sam ove crteže za izradu dijelova na ručnim mašinama za obradu metala: i.
Iskreno govoreći, volim dobre, zgodne alate. Zbog toga sam nastojao da radnje održavanja i podešavanja mašine učinim što jednostavnijim. Ležajeve sam stavio u posebne blokove kako bih ih mogao brzo zamijeniti. Vodiči su dostupni za održavanje, tako da će moj auto uvijek biti čist kada se posao završi.



Fajlovi za preuzimanje "Korak 1"
dimenzije
Korak 2: Krevet
Krevet pruža mašini potrebnu krutost. Na njemu će se ugraditi pokretni portal, koračni motori, Z os i vreteno, a kasnije i radna površina. Za izradu nosećeg okvira koristio sam dva Maytec aluminijska profila 40x80mm i dvije aluminijske završne ploče debljine 10mm. Povezao sam sve elemente zajedno pomoću aluminijskih uglova. Da ojačam konstrukciju unutar glavnog okvira, napravio sam dodatni kvadratni okvir od profila manjeg presjeka.
Kako ubuduće ne bi došlo do prodora prašine na vodilice, postavio sam zaštitne aluminijske uglove. Ugao se montira pomoću T-matica, koje se ugrađuju u jedan od žljebova profila.
Obje krajnje ploče imaju blokove ležaja za montažu pogonskog vijka.


Sklop potpornog okvira


Uglovi za zaštitu vodilica
Fajlovi za preuzimanje “Korak 2”
Crteži glavnih elemenata okvira
Korak 3: Portal
Pomični portal je izvršni element vaše mašine, kreće se duž X ose i nosi vreteno za glodanje i oslonac Z. Što je portal viši, to je deblji radni komad koji možete obraditi. Međutim, visoki portal je manje otporan na opterećenja koja nastaju prilikom obrade. Visoki bočni stupovi portala djeluju kao poluge u odnosu na linearne kotrljajuće ležajeve.
Glavni zadatak koji sam planirao riješiti na svojoj CNC glodalici bila je obrada aluminijskih dijelova. S obzirom da je maksimalna debljina aluminijskih blokova koja mi odgovaraju 60 mm, odlučio sam da razmak portala (udaljenost od radne površine do gornje poprečne grede) bude jednak 125 mm. Konvertovao sam sve svoje mere u model i tehničke crteže u SolidWorksu. Zbog složenosti dijelova obrađivao sam ih na industrijskom CNC obradnom centru, što mi je dodatno omogućilo obradu ivica, što bi bilo vrlo teško napraviti na ručnoj glodalici za metal.




Fajlovi za preuzimanje "Korak 3"
Korak 4: Čeljust osi Z
Za dizajn osi Z, koristio sam prednju ploču koja se pričvršćuje na ležajeve pokreta Y ose, dvije ploče za pojačanje sklopa, ploču za montažu koračnog motora i ploču za montiranje vretena za glodanje. Na prednju ploču sam ugradio dvije profilne vodilice po kojima će se vreteno kretati po osi Z. Imajte na umu da vijak osi Z nema kontra oslonac na dnu.




Preuzimanja “Korak 4”
Korak 5: Vodiči
Vodilice pružaju mogućnost kretanja u svim smjerovima, osiguravajući glatke i precizne pokrete. Svako pomicanje u jednom smjeru može uzrokovati nepreciznost u obradi vaših proizvoda. Odabrao sam najskuplju opciju - profilirane šine od kaljenog čelika. To će omogućiti konstrukciji da izdrži velika opterećenja i obezbijedi tačnost pozicioniranja koja mi je potrebna. Kako bih osigurao da su vodilice paralelne, koristio sam poseban indikator dok sam ih instalirao. Maksimalno odstupanje jedno u odnosu na drugo nije bilo veće od 0,01 mm.


Korak 6: Vijci i remenice
Vijci pretvaraju rotaciono kretanje iz koračnih motora u linearno kretanje. Kada dizajnirate svoju mašinu, možete odabrati nekoliko opcija za ovu jedinicu: par vijak-matica ili par kugličnih vijaka (kuglični vijak). Matica je u pravilu izložena većim silama trenja tokom rada, a također je manje precizna u odnosu na kuglični vijak. Ako vam je potrebna veća preciznost, onda se svakako trebate odlučiti za kuglični vijak. Ali morate znati da su kuglični vijci prilično skupi.
- U kontaktu sa 0
- Google+ 0
- uredu 0
- Facebook 0