
Οι φρέζες έχουν σχεδιαστεί για την επεξεργασία εξωτερικών και εσωτερικών επίπεδων και διαμορφωμένων επιφανειών, κοπής αυλακώσεων, κοπής εξωτερικών και εσωτερικών σπειρωμάτων, γραναζιών κ.λπ. Ένα ιδιαίτερο χαρακτηριστικό αυτών των μηχανών είναι το εργαλείο εργασίας - φρέζας, που έχει πολλές λεπίδες κοπής. Η κύρια κίνηση είναι η περιστροφή του κόφτη και η τροφοδοσία είναι η κίνηση του προϊόντος μαζί με το τραπέζι στο οποίο είναι στερεωμένο. Κατά τη διαδικασία μηχανικής κατεργασίας, κάθε λεπίδα κοπής αφαιρεί τα τσιπ κατά τη διάρκεια ενός κλάσματος της περιστροφής του κοπτήρα και το τμήμα του τσιπ αλλάζει συνεχώς από το μικρότερο στο μεγαλύτερο. Υπάρχουν δύο ομάδες φρεζαρίσματος: γενικής χρήσης (για παράδειγμα, οριζόντια, κάθετη και διαμήκης άλεση) και εξειδικευμένες (π.
Ανάλογα με τον αριθμό των βαθμών ελευθερίας κίνησης του τραπεζιού, διακρίνονται προβολικά φρεζάρισμα (τρεις κινήσεις - διαμήκη, εγκάρσια και κατακόρυφη), μη πρόβολο φρεζάρισμα (δύο κινήσεις - διαμήκη και εγκάρσια), διαμήκη φρεζάρισμα (μία κίνηση - μηχανές διαμήκους και περιστροφικού φρεζαρίσματος (μία κίνηση - κυκλική τροφοδοσία). Όλα αυτά τα μηχανήματα έχουν την ίδια κύρια κίνηση, η οποία παρέχει περιστροφική κίνηση της ατράκτου και διαφορετικούς οδηγούς τροφοδοσίας.
Οι μηχανές αντιγραφής χρησιμοποιούνται για την επεξεργασία χωρικά πολύπλοκων επιπέδων χρησιμοποιώντας τη μέθοδο αντιγραφής χρησιμοποιώντας πρότυπα. Παραδείγματα περιλαμβάνουν τις επιφάνειες γραμματοσήμων, καλουπιών, στροφείων υδραυλικών στροβίλων, κ.λπ. Σε μηχανές γενικής χρήσης, η επεξεργασία τέτοιων επιφανειών είναι πολύ περίπλοκη ή ακόμη και αδύνατη. Μια παραλλαγή αυτών των πιο κοινών μηχανημάτων είναι τα ηλεκτροαντιγραφικά μηχανήματα, τα οποία διαθέτουν ηλεκτρικό έλεγχο παρακολούθησης.
Ο σχεδιασμός της γενικής μηχανής φρέζας μοντέλου 6N81 φαίνεται στο Σχήμα 1. Το μηχάνημα έχει σχεδιαστεί για άλεση διαφόρων εξαρτημάτων σχετικά μικρού μεγέθους.

Ρύζι. 1 Σχεδιασμός φρέζας γενικής χρήσης μοντέλο 6N81
Το περίβλημα της κεφαλής του άξονα περιέχει τον κινητήρα του άξονα, το κιβώτιο ταχυτήτων και τον άξονα για τον κόφτη. Η κεφαλή της ατράκτου κινείται κατά μήκος των οδηγών τραβέρσας κατά μήκος του άξονά της και η τραβέρσα, με τη σειρά της, κινείται κατά μήκος μιας σταθερής βάσης που έχει κατακόρυφους οδηγούς.
Έτσι, το μηχάνημα έχει τρεις αμοιβαίες κάθετες κινήσεις: οριζόντια κίνηση του τραπεζιού, κάθετη κίνηση της κεφαλής του άξονα μαζί με την τραβέρσα και εγκάρσια κίνηση της κεφαλής του άξονα κατά μήκος του άξονά του. Η ογκομετρική επεξεργασία πραγματοποιείται χρησιμοποιώντας οριζόντιες ή κάθετες βελονιές. Εργαλεία εργασίας: δακτυλικοί κυλινδρικοί και κωνικοί ή ακραίοι μύλοι.
Ο ηλεκτρικός εξοπλισμός των φρέζων περιλαμβάνει μια κύρια κίνηση κίνησης, μια κίνηση τροφοδοσίας, βοηθητικές μηχανές κίνησης, διάφορες συσκευές ηλεκτρικού ελέγχου, παρακολούθησης και προστασίας, συστήματα συναγερμού και τοπικό φωτισμό μηχανών.
Ηλεκτρική κίνηση μηχανών φρεζαρίσματος
Κίνηση της κύριας κίνησης της φρέζας: ασύγχρονος κινητήρας σκίουρου-κλωβού. ασύγχρονος κινητήρας με μεταγωγή πόλων. Φρενάρισμα: αντίθετη εναλλαγή με χρήση ηλεκτρομαγνήτη. Συνολικό εύρος ελέγχου (20 - 30): 1.
Κίνηση τροφοδοσίας: μηχανική από το κύριο κύκλωμα κίνησης, ασύγχρονος κινητήρας σκίουρου-κλωβού, κινητήρας αλλαγής πόλων (επιτραπέζια κίνηση μηχανών άλεσης), σύστημα G-D (κίνηση τραπεζιού και τροφοδοσία κεφαλών μηχανών διαμήκους φρεζαρίσματος), σύστημα G-D με EMU (κίνηση πίνακες διαμήκους φρεζαρίσματος). κίνηση tritor, ρυθμιζόμενη υδραυλική κίνηση. Εύρος γενικού ελέγχου 1: (5 - 60).
Οι βοηθητικοί μηχανισμοί κίνησης χρησιμοποιούνται για: γρήγορη κίνηση των κεφαλών φρεζαρίσματος, κίνηση της εγκάρσιας ράβδου (για μηχανές διαμήκους φρεζαρίσματος). εγκάρσιες ράβδοι σύσφιξης. αντλία ψύξης? αντλία λίπανσης, υδραυλική αντλία.
Για τις οριζόντιες φρέζες, οι ηλεκτρικοί κινητήρες με φλάντζα τοποθετούνται συνήθως στο πίσω τοίχωμα του κρεβατιού και για τις κάθετες φρέζες, τις περισσότερες φορές τοποθετούνται κατακόρυφα στο πάνω μέρος του κρεβατιού. Η χρήση ξεχωριστού ηλεκτροκινητήρα για την κίνηση της τροφοδοσίας απλοποιεί σημαντικά τον σχεδιασμό των φρεζαριστηρίων. Αυτό είναι αποδεκτό όταν δεν εκτελούνται εργασίες κοπής στο μηχάνημα. Τα κυκλικά συστήματα ελέγχου προγραμμάτων είναι κοινά στις φρέζες. Χρησιμοποιούνται για ορθογώνιο σχήμα. Τα συστήματα αριθμητικού ελέγχου χρησιμοποιούνται ευρέως για την επεξεργασία καμπύλων περιγραμμάτων.
Στις μηχανές διαμήκους φρεζαρίσματος, χρησιμοποιούνται συνήθως ξεχωριστοί ασύγχρονοι κινητήρες σκίουρου και κιβώτιο ταχυτήτων πολλαπλών σταδίων για την κίνηση κάθε άξονα. Τα εύρη ελέγχου ταχύτητας των κινητήρων ατράκτου φτάνουν έως και 20: 1. Τα κυκλώματα ελέγχου για τους κινητήρες ατράκτου που δεν εμπλέκονται στην επεξεργασία του εξαρτήματος απενεργοποιούνται με διακόπτες ελέγχου. Η λειτουργία του άξονα κίνησης διακόπτεται μόνο μετά την πλήρη διακοπή της τροφοδοσίας. Για να γίνει αυτό, εγκαθίσταται ένα ρελέ χρόνου στο κύκλωμα. Ο κινητήρας τροφοδοσίας μπορεί να ξεκινήσει μόνο μετά την ενεργοποίηση του κινητήρα ατράκτου.
Η επιτραπέζια κίνηση των βαρέων μηχανών διαμήκους φρεζαρίσματος πρέπει να παρέχει ρυθμούς τροφοδοσίας από 50 έως 1000 mm/min. Επιπλέον, είναι απαραίτητο να μετακινείτε γρήγορα το τραπέζι με ταχύτητα 2 - 4 m/min και να μετακινείτε αργά όταν ρυθμίζετε το μηχάνημα σε ταχύτητα 5 - 6 mm/min. Το συνολικό εύρος του πίνακα ελέγχου ταχύτητας κίνησης φτάνει το 1: 600.
Σε βαριές μηχανές διαμήκους φρεζαρίσματος, η ηλεκτρική κίνηση που χρησιμοποιεί το σύστημα G-D με EMU είναι συνηθισμένη. Οι ηλεκτρικοί κινητήρες για κάθετες και οριζόντιες (πλευρικές) κεφαλές είναι παρόμοιες με τις επιτραπέζιες μηχανές, αλλά έχουν σημαντικά μικρότερη ισχύ. Εάν δεν απαιτείται ταυτόχρονη κίνηση των κεφαλών, τότε χρησιμοποιείται μια κοινή μονάδα μετατροπέα για την οδήγηση όλων των κεφαλών. Μια τέτοια διαχείριση είναι απλούστερη και κοστίζει λιγότερο. Η αξονική κίνηση των αξόνων πραγματοποιείται από την ίδια κίνηση τροφοδοσίας. Για να γίνει αυτό, η κινηματική αλυσίδα αλλάζει ανάλογα. Οι βαριές διαμήκεις φρέζες με κινητή πύλη χρησιμοποιούν επίσης ξεχωριστό ηλεκτρικό κινητήρα για να το μετακινήσουν.
Για να βελτιωθεί η ομαλή λειτουργία ορισμένων φρέζων, χρησιμοποιούνται σφόνδυλοι. Συνήθως τοποθετούνται στον κινητήριο άξονα του κόφτη. Για τις μηχανές κοπής γραναζιών, η απαραίτητη αντιστοιχία μεταξύ της κύριας κίνησης και της κίνησης τροφοδοσίας εξασφαλίζεται με τη μηχανική σύνδεση της αλυσίδας τροφοδοσίας με την κύρια αλυσίδα κίνησης.
Ηλεκτρικός εξοπλισμός μηχανών κοπής γραναζιών.Κύρια κίνηση κίνησης: ασύγχρονος κινητήρας σκίουρου-κλουβιού. Κίνηση τροφοδοσίας: μηχανική από την κύρια αλυσίδα κίνησης. Οι βοηθητικοί μηχανισμοί κίνησης χρησιμοποιούνται για: γρήγορη κίνηση του βραχίονα και της πίσω βάσης, κίνηση της κεφαλής φρεζαρίσματος, μονή διαίρεση, περιστροφή τραπεζιού, αντλία ψύξης, αντλία λίπανσης, υδραυλική αντλία εκφόρτωσης (για βαριά μηχανήματα).
Ειδικές ηλεκτρομηχανικές συσκευές και κλειδαριές: μια συσκευή για τη μέτρηση του αριθμού των κύκλων, αυτόματες συσκευές για την αντιστάθμιση της φθοράς των διαστάσεων του εργαλείου.
Ορισμένες μηχανές επεξεργασίας εργαλείων χρησιμοποιούν συσκευές μέτρησης. Χρησιμοποιούνται σε μηχανήματα ξυρίσματος για μέτρηση περασμάτων, σε μηχανές για προκοπή γραναζιών, για μέτρηση του αριθμού των τμημάτων και για μέτρηση του αριθμού των επεξεργασμένων εξαρτημάτων.
Στις μηχανές διαμόρφωσης γραναζιών, η κύρια παλινδρομική κίνηση πραγματοποιείται μέσω στροφάλων και εκκεντρικών γραναζιών. Ο ηλεκτρικός εξοπλισμός των μηχανών διαμόρφωσης γραναζιών δεν είναι περίπλοκος. Οι μαγνητικοί εκκινητές χρησιμοποιούνται με πρόσθετο έλεγχο των "jogs" (για ρύθμιση). Η κίνηση φρενάρεται συχνότερα από ηλεκτρομαγνήτη.
Στο Σχ. 2. δείχνει το διάγραμμα ηλεκτρικού κυκλώματος της φρέζας μοντέλου 6Р82Ш
Ρύζι. 2. Διάγραμμα ηλεκτρικού κυκλώματος φρέζας (κάντε κλικ στην εικόνα για μεγέθυνση)
Ο χώρος εργασίας φωτίζεται από μια λάμπα τοπικού φωτισμού τοποθετημένη στην αριστερή πλευρά του κρεβατιού του μηχανήματος. Η κονσόλα περιέχει ηλεκτρομαγνήτη για γρήγορες κινήσεις. τοποθετείται σε κονσόλες στην κονσόλα και στην αριστερή πλευρά του πλαισίου. Όλες οι συσκευές ελέγχου βρίσκονται σε τέσσερις πίνακες, στην μπροστινή πλευρά των οποίων βρίσκονται οι λαβές των ακόλουθων χειριστηρίων: S1 - διακόπτης εισόδου. S2 (S4) - διακόπτης αντιστροφής άξονα. S6 - διακόπτης λειτουργίας. S 3 - διακόπτης ψύξης. Οι μηχανές 6Р82Ш και 6Р83Ш, σε αντίθεση με άλλες μηχανές, διαθέτουν δύο ηλεκτρικούς κινητήρες για την κίνηση ενός οριζόντιου και περιστροφικού άξονα.
Το ηλεκτρικό κύκλωμα σάς επιτρέπει να χειρίζεστε το μηχάνημα με τους εξής τρόπους: έλεγχος από λαβές και κουμπιά ελέγχου, αυτόματος έλεγχος διαμήκων κινήσεων τραπεζιού, στρογγυλό τραπέζι. Ο τρόπος λειτουργίας επιλέγεται χρησιμοποιώντας το διακόπτη S6. Ο ηλεκτροκινητήρας τροφοδοσίας ενεργοποιείται και απενεργοποιείται από τις λαβές που ενεργούν στους οριακούς διακόπτες για τη διαμήκη τροφοδοσία (S17, S19), την κατακόρυφη και εγκάρσια τροφοδοσία (S16, S15).
Ο άξονας ενεργοποιείται και απενεργοποιείται χρησιμοποιώντας τα κουμπιά "Έναρξη" και "Διακοπή", αντίστοιχα. Όταν πατάτε το κουμπί "Stop", ταυτόχρονα με την απενεργοποίηση του κινητήρα του άξονα, απενεργοποιείται και ο κινητήρας τροφοδοσίας. Ο πίνακας μετακινείται γρήγορα όταν πατήσετε το κουμπί S12 (S13) "Fast". Η πέδηση του ηλεκτροκινητήρα του άξονα είναι ηλεκτροδυναμική. Όταν πατηθούν τα κουμπιά S7 ή S8, ενεργοποιείται ο επαφέας K2, ο οποίος συνδέει την περιέλιξη του κινητήρα σε μια πηγή συνεχούς ρεύματος που κατασκευάζεται με ανορθωτές. Τα κουμπιά S7 ή S8 πρέπει να πατηθούν μέχρι να σταματήσει τελείως ο κινητήρας.
Ο αυτόματος έλεγχος της μηχανής φρεζαρίσματος πραγματοποιείται χρησιμοποιώντας έκκεντρα τοποθετημένα στο τραπέζι. Όταν το τραπέζι κινείται, τα έκκεντρα, ενεργώντας στη λαβή του διαμήκους διακόπτη τροφοδοσίας και στον επάνω οδοντωτό τροχό, κάνουν τους απαραίτητους διακόπτες στο ηλεκτρικό κύκλωμα χρησιμοποιώντας τερματικούς διακόπτες. Το ηλεκτρικό κύκλωμα λειτουργεί σε αυτόματο κύκλο - γρήγορη προσέγγιση - τροφοδοσία εργασίας - γρήγορη απόσυρση. Η περιστροφή του στρογγυλού τραπεζιού πραγματοποιείται από τον κινητήρα τροφοδοσίας, ο οποίος εκκινείται από τον επαφέα Κ6 ταυτόχρονα με τον κινητήρα του άξονα. Η γρήγορη κίνηση του στρογγυλού τραπεζιού συμβαίνει όταν πατηθεί το κουμπί "Fast", ενεργοποιώντας τον επαφέα K3 του ηλεκτρομαγνήτη υψηλής ταχύτητας.
Η ύπαρξη φρέζας απλοποιεί πραγματικά τη δουλειά της εισαγωγής μεντεσέδων, του σχηματισμού πολύπλοκων οπών, εσοχών, ξυλογλυπτικής κ.λπ. Αλλά αυτό δεν σημαίνει καθόλου ότι είναι απαραίτητο να έχετε επαγγελματικό και ακριβό εξοπλισμό: αρκεί να έχετε μια απλή χειροκίνητη συσκευή.
Το μόνο που χρειάζεστε είναι να μπορείτε να χειρίζεστε βασικά το ξύλο και να χρησιμοποιείτε ηλεκτρικά εργαλεία. Επιπλέον, πρέπει να έχετε μια επιθυμία, διαφορετικά χωρίς αυτό δεν θα υπάρξει ποτέ αποτέλεσμα. Όσοι δεν επιθυμούν να εργαστούν απλώς αγοράζουν έπιπλα ή προσλαμβάνουν τεχνίτες για να εγκαταστήσουν, για παράδειγμα, μια νέα πόρτα και να κόψουν κλειδαριές. Οποιαδήποτε εργασία, ειδικά με ηλεκτρικά εργαλεία, απαιτεί ορισμένες γνώσεις και ιδιαίτερα προφυλάξεις ασφαλείας.

Η συσκευή φρεζαρίσματος έχει σχεδιαστεί για την επεξεργασία τόσο ξύλου όσο και μετάλλου. Με τη βοήθειά του, είναι δυνατό να σχηματιστούν εσοχές ή οπές οποιασδήποτε διαμόρφωσης. Αυτό απλοποιεί σημαντικά εργασίες όπως η εισαγωγή μεντεσέδων και η τοποθέτηση κλειδαριών. Το να το κάνετε αυτό με μια σμίλη και ένα ηλεκτρικό τρυπάνι δεν είναι τόσο εύκολο και χρειάζεται πολύς χρόνος.
Υπάρχουν σταθερές συσκευές φρεζαρίσματος και φορητές (χειροκίνητες). Οι φορητές ηλεκτρικές μηχανές φρεζαρίσματος θεωρούνται συσκευές γενικής χρήσης, με τη βοήθεια των οποίων, παρουσία εξαρτημάτων, είναι δυνατή η εκτέλεση εργασιών για διάφορους σκοπούς, απλά πρέπει να αλλάξετε τη θέση του εξαρτήματος σε σχέση με τη συσκευή ή τη μέγγενη αντίστροφα.
Σταθερές συσκευές χρησιμοποιούνται σε εργοστάσια ή εργοστάσια όπου είναι εγκατεστημένη η μαζική παραγωγή προϊόντων ξύλου ή μετάλλου. Κάτω από τέτοιες συνθήκες, το εξάρτημα κοπής είναι ακίνητο και το τεμάχιο εργασίας κινείται κατά μήκος της επιθυμητής διαδρομής. Όταν χρησιμοποιείτε ένα εργαλείο χειρός, αντίθετα, το εξάρτημα στερεώνεται ακίνητο και μόνο τότε υποβάλλεται σε επεξεργασία, αν και υπάρχουν εξαρτήματα που απαιτούν τη στερέωση ενός εργαλείου χειρός. Αυτό προβλέπεται στο σχέδιο, επομένως, θεωρείται πιο καθολικό. Αυτό ισχύει ιδιαίτερα όταν χρειάζεται επεξεργασία μεγάλου αριθμού εξαρτημάτων και δεν είναι δυνατή η χρήση σταθερού μηχανήματος.
 Μια σπιτική φρέζα είναι μια οριζόντια πλατφόρμα με μια τρύπα στο κέντρο, στην οποία συνδέεται μια συσκευή χειρός από κάτω.
Μια σπιτική φρέζα είναι μια οριζόντια πλατφόρμα με μια τρύπα στο κέντρο, στην οποία συνδέεται μια συσκευή χειρός από κάτω. Υπάρχουν πολλοί τύποι φρέζας, αλλά για χρήση στο σπίτι ή για να ξεκινήσετε τη δική σας επιχείρηση, τα καθολικά μοντέλα είναι πιο κατάλληλα. Κατά κανόνα, είναι εξοπλισμένα με ένα σετ κοπτικών και διάφορες συσκευές για την εκτέλεση διαφόρων τύπων λειτουργιών. Το μόνο πράγμα είναι ότι εάν έχετε χειροκίνητο φρέζα, οι απλές λειτουργίες μπορεί να διαρκέσουν πολύ περισσότερο από ό,τι όταν χρησιμοποιείτε μια σταθερή μηχανή.
Χρησιμοποιώντας μια χειροκίνητη συσκευή φρεζαρίσματος είναι δυνατό να:
- Κάντε αυλακώσεις ή εσοχές οποιουδήποτε σχήματος (σγουρό, ορθογώνιο, συνδυασμένο).
- Τρυπήστε διαμπερείς και μη οπές.
- Επεξεργαστείτε τα άκρα και τα άκρα οποιασδήποτε διαμόρφωσης.
- Κόψτε σύνθετα εξαρτήματα.
- Εφαρμόστε σχέδια ή σχέδια στην επιφάνεια των εξαρτημάτων.
- Αντιγράψτε εξαρτήματα εάν χρειάζεται.
 Η αντιγραφή εξαρτημάτων είναι μία από τις λειτουργίες κάθε ηλεκτρικής φρέζας.
Η αντιγραφή εξαρτημάτων είναι μία από τις λειτουργίες κάθε ηλεκτρικής φρέζας. Η παρουσία τέτοιων λειτουργιών καθιστά δυνατή την απλοποίηση της παραγωγής του ίδιου τύπου επίπλων ή την παραγωγή πανομοιότυπων εξαρτημάτων που δεν σχετίζονται με την παραγωγή επίπλων. Αυτό είναι ένα από τα κύρια πλεονεκτήματα αυτού του εργαλείου. Κατά κανόνα, για την παραγωγή εξαρτημάτων του ίδιου τύπου, είναι απαραίτητο να εγκαταστήσετε μηχανήματα αντιγραφής, τα οποία έχουν σχεδιαστεί για να εκτελούν μόνο μία λειτουργία, η οποία δεν είναι πάντα κερδοφόρα, ειδικά σε μικρές επιχειρήσεις.
Ξεκινώντας και φροντίζοντας το εργαλείο
Για να κατανοήσετε πώς λειτουργεί αυτή η συσκευή, θα πρέπει να εξοικειωθείτε με τα κύρια μέρη της και τον σκοπό τους.
Σύνθεση και σκοπός των κύριων συστατικών
Μια χειροκίνητη συσκευή φρεζαρίσματος αποτελείται από ένα μεταλλικό σώμα και έναν κινητήρα, ο οποίος βρίσκεται στο ίδιο σώμα. Ένας άξονας προεξέχει από το περίβλημα, πάνω στον οποίο τοποθετούνται διάφορα κολετάκια που χρησιμεύουν ως προσαρμογείς. Σας επιτρέπουν να τοποθετήσετε κοπτήρες διαφόρων μεγεθών. Ο κόφτης εισάγεται απευθείας στο κολάρο, το οποίο στερεώνεται με ειδικό μπουλόνι ή κουμπί, το οποίο παρέχεται σε ορισμένα μοντέλα.
 Τα κύρια στοιχεία μιας χειροκίνητης συσκευής φρεζαρίσματος και ο σκοπός τους.
Τα κύρια στοιχεία μιας χειροκίνητης συσκευής φρεζαρίσματος και ο σκοπός τους. Ο σχεδιασμός της συσκευής φρεζαρίσματος περιλαμβάνει μια μεταλλική πλατφόρμα, η οποία έχει μια άκαμπτη σύνδεση με το σώμα. Συνδέεται στο σώμα μέσω δύο ράβδων. Εξωτερικά, η πλάκα έχει μια λεία επίστρωση που εξασφαλίζει ομαλή κίνηση κατά τη λειτουργία.
Η χειροκίνητη συσκευή φρεζαρίσματος έχει ορισμένα χαρακτηριστικά που μπορούν να ρυθμιστούν:
- Λόγω της λαβής και της κλίμακας για τη ρύθμιση του βάθους φρεζαρίσματος. Η ρύθμιση πραγματοποιείται σε βήματα 1/10 mm.
- Ρυθμίζοντας την ταχύτητα περιστροφής του κόφτη.
Στα αρχικά στάδια, όταν κυριαρχείτε στο εργαλείο, είναι καλύτερο να προσπαθήσετε να εργαστείτε σε χαμηλές ή μεσαίες ταχύτητες. Αν και πρέπει πάντα να θυμάστε ότι όσο μεγαλύτερη είναι η ταχύτητα, τόσο καλύτερη είναι η εργασία. Ειδικά αν αυτό αφορά κρίσιμες, ορατές περιοχές που δεν μπορούν να καλυφθούν.
Εκτός από αυτούς τους μοχλούς, υπάρχει επίσης ένα κουμπί για την ενεργοποίηση και απενεργοποίηση του προϊόντος, καθώς και ένα κουμπί κλειδώματος. Αυτά τα στοιχεία θεωρούνται βασικά, εξασφαλίζοντας υψηλή ποιότητα και ασφαλή εκτέλεση της εργασίας. Υπάρχει και παράλληλη στάση, που συμβάλλει στην ευκολία χρήσης. Μπορεί να στερεωθεί άκαμπτα ή με δυνατότητα προσαρμογής της μετατόπισης της περιοχής εργασίας μακριά από το κέντρο.
Φροντίδα για μια φορητή συσκευή φρεζαρίσματος

Συνήθως, ένα εργοστασιακό προϊόν πέφτει στα χέρια ενός ατόμου που ελέγχεται και λιπαίνεται, επομένως δεν πρέπει να ληφθούν πρόσθετα μέτρα. Μόνο κατά τη λειτουργία του πρέπει να παρακολουθείτε την καθαριότητα και τη δυνατότητα συντήρησης του. Ταυτόχρονα, θα πρέπει να καθαρίζεται τακτικά από τη σκόνη και να αλλάζει το λιπαντικό, αν γράφεται στο διαβατήριο. Η λίπανση είναι ιδιαίτερα απαραίτητη για κινούμενα μέρη. Προαιρετικά, μπορείτε να χρησιμοποιήσετε λιπαντικά αεροζόλ, αλλά μπορείτε επίσης να τα βγάλετε πέρα με κανονικά, όπως το Litol. Δεν συνιστάται η χρήση παχύρρευστων λιπαντικών, καθώς τα τσιπς και η σκόνη κολλάνε πάνω τους. Εάν χρησιμοποιούνται λιπαντικά αεροζόλ, τότε αυτός ο παράγοντας μπορεί να εξαλειφθεί.
Η σόλα, το λείο μέρος του σώματος, απαιτεί επίσης λίπανση. Η τακτική λίπανση θα εξασφαλίσει ομαλή κίνηση.
Παρόλα αυτά, το αγορασμένο είδος θα πρέπει οπωσδήποτε να ελεγχθεί για ποιότητα συναρμολόγησης και παρουσία λιπαντικού.
Δυστυχώς, δεν ενδιαφέρονται όλοι οι κατασκευαστές, ειδικά οι εγχώριοι, για την ποιότητα κατασκευής. Υπάρχουν περιπτώσεις που, μετά τις πρώτες κιόλας ώρες λειτουργίας, ξεβιδώνονται βίδες ή βίδες από ένα προϊόν επειδή δεν σφίχτηκαν σωστά.
Ρύθμιση ταχύτητας περιστροφής
Η λειτουργία οποιουδήποτε εργαλείου συνδέεται με ορισμένες συνθήκες που σχετίζονται, πρώτα απ 'όλα, με τη φύση του υλικού που υποβάλλεται σε επεξεργασία. Μπορεί να είναι κόντρα πλακέ, σύνθετο υλικό ή κανονικό ξύλο. Ανάλογα με αυτό, ρυθμίζεται η ταχύτητα περιστροφής στην ηλεκτρική συσκευή. Κατά κανόνα, το φύλλο τεχνικών δεδομένων υποδεικνύει πάντα τις παραμέτρους λειτουργίας της συσκευής, ανάλογα με τα τεχνικά χαρακτηριστικά και τα χαρακτηριστικά των επιφανειών που επεξεργάζονται, καθώς και των χρησιμοποιούμενων κοπτικών.
 Δείκτες ταχυτήτων επεξεργασίας κατά τη χρήση διαφόρων κοπτικών.
Δείκτες ταχυτήτων επεξεργασίας κατά τη χρήση διαφόρων κοπτικών. Στερέωση του κόφτη
Το πρώτο πράγμα με το οποίο ξεκινά η εργασία είναι η εγκατάσταση και η στερέωση του κόφτη. Ταυτόχρονα, θα πρέπει να τηρείτε τον βασικό κανόνα - όλες οι εργασίες εκτελούνται με το βύσμα του καλωδίου που έχει αφαιρεθεί από την πρίζα.
Ο κόφτης τοποθετείται σύμφωνα με ορισμένα σημάδια και εάν λείπουν, τότε σε βάθος όχι μικρότερο από * το μήκος του ίδιου του κόφτη. Πώς να εγκαταστήσετε έναν κόφτη σε ένα συγκεκριμένο μοντέλο μπορείτε να βρείτε τις οδηγίες, οι οποίες πρέπει να περιλαμβάνονται στα τεχνικά έγγραφα για τη συσκευή. Το γεγονός είναι ότι κάθε μοντέλο μπορεί να έχει τα δικά του σχεδιαστικά χαρακτηριστικά και δεν είναι δυνατόν να μιλήσουμε για αυτό στο άρθρο.
 Τοποθέτηση του κόφτη στη συσκευή πριν από την έναρξη της εργασίας.
Τοποθέτηση του κόφτη στη συσκευή πριν από την έναρξη της εργασίας. Υπάρχουν τόσο απλά όσο και πιο «προηγμένα» μοντέλα, όπως λένε. Ορισμένα μοντέλα διαθέτουν κουμπί κλειδώματος περιστροφής άξονα, το οποίο διευκολύνει την εγκατάσταση του κόφτη. Ορισμένα, ιδιαίτερα ακριβά μοντέλα, είναι εξοπλισμένα με καστάνια. Επομένως, δεν θα είναι δυνατό να περιγραφεί συγκεκριμένα η διαδικασία εγκατάστασης του κόφτη και δεν έχει νόημα, καθώς όλοι όσοι είναι εξοικειωμένοι με τη λειτουργία τέτοιων συσκευών θα το καταλάβουν σε μια στιγμή.
Ρύθμιση βάθους φρεζαρίσματος
Κάθε μοντέλο έχει το δικό του μέγιστο βάθος φρεζαρίσματος. Ταυτόχρονα, δεν είναι πάντα το μέγιστο βάθος που απαιτείται, αλλά ένα ορισμένο βάθος που τίθεται πριν από την εργασία. Ακόμη και αν απαιτείται μέγιστο βάθος, για να μην υπερφορτωθεί η συσκευή, η διαδικασία άλεσης χωρίζεται σε διάφορα στάδια, αλλάζοντας το βάθος άλεσης σε βήματα. Για ρύθμιση, παρέχονται ειδικές στάσεις - περιοριστές. Δομικά, κατασκευάζονται με τη μορφή ενός δίσκου που βρίσκεται κάτω από τη ράβδο, στον οποίο στερεώνονται στάσεις διαφόρων μηκών. Ο αριθμός τέτοιων ποδιών μπορεί να είναι από τρία έως επτά, και αυτό δεν σημαίνει ότι όσο περισσότερα υπάρχουν, τόσο το καλύτερο. Είναι καλύτερα αν είναι δυνατό να προσαρμόσετε κάθε ένα από τα πόδια, ακόμα κι αν ο αριθμός τους είναι ελάχιστος. Για να ασφαλίσετε αυτό το στοπ στη βέλτιστη θέση, θα πρέπει να χρησιμοποιήσετε μια κλειδαριά με τη μορφή σημαίας.
Η διαδικασία για τη ρύθμιση του βάθους φρεζαρίσματος είναι η εξής:

 Έτσι, το τεμάχιο εργασίας αλέθεται σε ένα δεδομένο βάθος.
Έτσι, το τεμάχιο εργασίας αλέθεται σε ένα δεδομένο βάθος. Σε υψηλής ποιότητας, ακριβά μοντέλα υπάρχει ένας τροχός για ακριβή ρύθμιση του βάθους φρεζαρίσματος.
 Χρησιμοποιώντας αυτόν τον τροχό, μπορείτε να ρυθμίσετε με μεγαλύτερη ακρίβεια το βάθος χωρίς να διαταράξετε την προηγούμενη ρύθμιση.
Χρησιμοποιώντας αυτόν τον τροχό, μπορείτε να ρυθμίσετε με μεγαλύτερη ακρίβεια το βάθος χωρίς να διαταράξετε την προηγούμενη ρύθμιση. Αυτός ο τροχός (πράσινος στην παραπάνω φωτογραφία) σας επιτρέπει να ρυθμίσετε το βάθος εντός μικρών ορίων.
Φρέζες για εργαλεία χειρός φρεζαρίσματος

Ο φρέζας είναι ένα εργαλείο κοπής που μπορεί να έχει μια περίπλοκα διαμορφωμένη άκρη κοπής. Κατά κανόνα, όλοι οι κόφτες είναι σχεδιασμένοι για περιστροφικές κινήσεις και επομένως έχουν κυλινδρικό σχήμα. Το στέλεχος του κόφτη, που σφίγγεται στο κολετ, έχει το ίδιο σχήμα. Ορισμένοι κόφτες είναι εξοπλισμένοι με ωστικό κύλινδρο, έτσι ώστε η απόσταση μεταξύ της επιφάνειας κοπής και του υλικού που υποβάλλεται σε επεξεργασία να παραμένει σταθερή.
Οι φρέζες κατασκευάζονται μόνο από μέταλλα υψηλής ποιότητας και τα κράματά τους. Εάν πρέπει να επεξεργαστείτε μαλακό ξύλο, τότε θα το κάνουν οι κόφτες HSS, και εάν πρέπει να επεξεργαστείτε σκληρό ξύλο, τότε είναι καλύτερο να χρησιμοποιήσετε κόπτες από σκληρότερα κράματα HM.
Κάθε κόφτης έχει τα δικά του τεχνικά χαρακτηριστικά, τα οποία του παρέχουν εργασία υψηλής ποιότητας και μεγάλης διάρκειας. Ο κύριος δείκτης είναι η μέγιστη ταχύτητα περιστροφής του, η οποία δεν πρέπει ποτέ να υπερεκτιμάται, διαφορετικά η βλάβη του είναι αναπόφευκτη. Εάν ο κόφτης είναι θαμπό, δεν πρέπει να προσπαθήσετε να τον ακονίσετε μόνοι σας. Το ακόνισμα των κοπτικών πραγματοποιείται χρησιμοποιώντας ειδικό, ακριβό εξοπλισμό. Μετά από όλα, δεν χρειάζεται μόνο να ακονίσετε τον κόφτη, αλλά και να διατηρήσετε το σχήμα του, το οποίο δεν είναι λιγότερο σημαντικό. Επομένως, εάν για κάποιο λόγο ο κόφτης γίνει θαμπό, θα είναι φθηνότερο να αγοράσετε ένα νέο.
Οι πιο δημοφιλείς κόφτες
Υπάρχουν κόφτες που χρησιμοποιούνται στην εργασία πιο συχνά από άλλους. Για παράδειγμα:

 Τα καλούπια αυλακώσεων έχουν σχεδιαστεί για να δημιουργούν εσοχές σε οποιαδήποτε θέση στο τεμάχιο εργασίας.
Τα καλούπια αυλακώσεων έχουν σχεδιαστεί για να δημιουργούν εσοχές σε οποιαδήποτε θέση στο τεμάχιο εργασίας. Υπάρχουν κόφτες που είναι απλοί, μονολιθικοί, κατασκευασμένοι από ένα μόνο κομμάτι μέταλλο, και υπάρχουν στοιχειοθέτες. Οι σετ κοπτήρες αποτελούνται από ένα στέλεχος, το οποίο χρησιμεύει ως βάση για ένα σετ στοιχείων κοπής. Επιλέγοντας επίπεδα κοπής και τοποθετώντας τα στο στέλεχος, χρησιμοποιώντας ροδέλες διαφόρων πάχους, μπορείτε να σχηματίσετε ένα αυθαίρετο ανάγλυφο στην επιφάνεια του τεμαχίου εργασίας.
 Ο σετ κόφτης είναι ένα σετ επιφανειών κοπής και ροδέλες που σας επιτρέπει να συναρμολογήσετε έναν κόφτη με το επιθυμητό σχήμα.
Ο σετ κόφτης είναι ένα σετ επιφανειών κοπής και ροδέλες που σας επιτρέπει να συναρμολογήσετε έναν κόφτη με το επιθυμητό σχήμα. Στην πραγματικότητα, υπάρχουν πολλοί κόφτες και αυτό είναι μόνο ένα μικρό κλάσμα αυτού που παράγεται. Όλοι οι κόφτες διαφέρουν ως προς τη διάμετρο του στελέχους, τη διάμετρο των επιφανειών κοπής, το ύψος τους, τη θέση των μαχαιριών κ.λπ. Όσον αφορά τον χειροκίνητο εξοπλισμό φρεζαρίσματος, αρκεί να έχετε ένα σετ πέντε από τους πιο συνηθισμένους κόπτες. Εάν είναι απαραίτητο, μπορείτε να τα αγοράσετε ανά πάσα στιγμή.
Κανόνες εργασίας με εργαλεία χειρός φρεζαρίσματος
Η εργασία με ηλεκτρικά εργαλεία απαιτεί ειδικούς κανόνες, ειδικά όταν υπάρχουν στοιχεία που περιστρέφονται γρήγορα. Επιπλέον, ως αποτέλεσμα της εργασίας, σχηματίζονται τσιπς που πετούν προς όλες τις κατευθύνσεις. Παρά το γεγονός ότι τα περισσότερα μοντέλα είναι εξοπλισμένα με προστατευτική ασπίδα, αυτό δεν προστατεύει πλήρως από τη ροή των τσιπ. Επομένως, είναι καλύτερο να εργάζεστε με ένα τέτοιο εργαλείο φορώντας γυαλιά ασφαλείας.
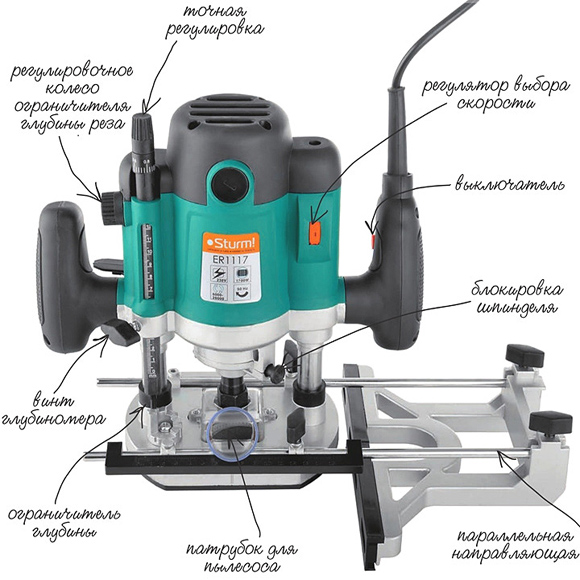
 Η φωτογραφία δείχνει ένα μοντέλο όπου είναι συνδεδεμένη μια ηλεκτρική σκούπα για να αφαιρέσετε τα τσιπ.
Η φωτογραφία δείχνει ένα μοντέλο όπου είναι συνδεδεμένη μια ηλεκτρική σκούπα για να αφαιρέσετε τα τσιπ. Γενικές Προϋποθέσεις
Εάν ακολουθείτε τις βασικές απαιτήσεις για ασφαλή εργασία με ηλεκτρικό δρομολογητή χειρός, το τελικό αποτέλεσμα θα σας ευχαριστήσει με την ποιότητα της εργασίας και ένα ασφαλές αποτέλεσμα. Αυτές είναι οι προϋποθέσεις:

Οι απαιτήσεις δεν είναι πολύ περίπλοκες και αρκετά εφικτές, αλλά το να τις αγνοήσεις σημαίνει να βάζεις τον εαυτό σου σε κίνδυνο. Και κάτι ακόμα, όχι λιγότερο σημαντικό, είναι η δυνατότητα να κρατάτε ένα εργαλείο φρεζαρίσματος στα χέρια σας και να αισθάνεστε πώς λειτουργεί. Εάν γίνουν αισθητές σοβαροί κραδασμοί, τότε πρέπει να σταματήσετε και να αναλύσετε τους λόγους. Είναι πιθανό ο κόφτης να είναι θαμπό ή να υπάρχει κόμπος. Μερικές φορές είναι απαραίτητο να ρυθμίσετε σωστά την ταχύτητα περιστροφής του κόφτη. Εδώ μπορείτε να πειραματιστείτε: είτε προσθέστε ταχύτητα είτε μειώστε την.
Επεξεργασία άκρων: χρήση προτύπων
Είναι καλύτερο να επεξεργαστείτε τις άκρες μιας ξύλινης σανίδας χρησιμοποιώντας μια πλάνη επιφάνειας. Εάν αυτό δεν είναι δυνατό, τότε μπορείτε να χρησιμοποιήσετε έναν δρομολογητή χειρός, αν και θα χρειαστεί λίγος χρόνος. Οι εργασίες αυτές πραγματοποιούνται τόσο χωρίς πρότυπο όσο και με πρότυπο. Εάν δεν υπάρχουν δεξιότητες ή πολύ λίγες από αυτές, τότε είναι καλύτερο να χρησιμοποιήσετε ένα πρότυπο. Για την επεξεργασία των άκρων χρησιμοποιούνται κοπτήρες ευθείας ακμής, τόσο με ένα ρουλεμάν στο τέλος του τμήματος κοπής όσο και με έδρανο στην αρχή (βλ. φωτογραφία).
 Κόφτες άκρων.
Κόφτες άκρων. Μπορείτε να χρησιμοποιήσετε έναν ήδη επεξεργασμένο πίνακα ή άλλο επίπεδο αντικείμενο ως πρότυπο. Επιπλέον, το μήκος του προτύπου πρέπει να είναι μεγαλύτερο από το μήκος του τεμαχίου εργασίας, τόσο στην αρχή όσο και στο τέλος του προς επεξεργασία τεμαχίου. Αυτό θα αποφύγει την ανομοιομορφία στην αρχή της άκρης και στο τέλος. Το πιο σημαντικό εδώ είναι ότι το πρότυπο ή το αντικείμενο που λειτουργεί ως πρότυπο έχει μια λεία και ομοιόμορφη επιφάνεια. Επιπλέον, το πάχος του δεν πρέπει να είναι μεγαλύτερο από το κενό που βρίσκεται μεταξύ του ρουλεμάν και του τμήματος κοπής.
Το πλάτος του εξαρτήματος είναι μικρότερο από το μήκος του τμήματος κοπής
Επιπλέον, όσο μεγαλύτερο είναι το τμήμα κοπής, τόσο πιο δύσκολη είναι η εργασία με το εργαλείο, καθώς απαιτείται μεγαλύτερη προσπάθεια. Από αυτή την άποψη, είναι καλύτερο να αρχίσετε να εργάζεστε με κοπτήρες που έχουν μέσο μήκος του τμήματος κοπής. Η αρχή λειτουργίας για την επεξεργασία ακμών είναι η εξής:
- Το πρότυπο είναι στερεωμένο έτσι ώστε να βρίσκεται στο επιθυμητό ύψος και να έχει μια επίπεδη οριζόντια επιφάνεια.
- Το πρότυπο είναι σταθερά στερεωμένο σε τραπέζι ή άλλη επιφάνεια.
- Ο κόφτης με τον κύλινδρο είναι τοποθετημένος έτσι ώστε ο κύλινδρος να κινείται κατά μήκος του προτύπου και ο κόφτης (τμήμα κοπής) να κινείται κατά μήκος του τεμαχίου εργασίας. Για να το κάνετε αυτό, εκτελέστε όλους τους απαραίτητους χειρισμούς με το πρότυπο, το τεμάχιο εργασίας και το εργαλείο.
- Ο κόφτης είναι εγκατεστημένος στη θέση εργασίας και συσφίγγεται.
- Μετά από αυτό, το εργαλείο ενεργοποιείται και κινείται κατά μήκος του προτύπου. Σε αυτή την περίπτωση, θα πρέπει να αποφασίσετε για την ταχύτητα κίνησης, η οποία καθορίζεται από το βάθος επεξεργασίας.
- Η μονάδα φρεζαρίσματος μπορεί είτε να ωθηθεί είτε να τραβηχτεί, ανάλογα με το τι σας βολεύει.
Μετά το πρώτο πέρασμα, θα πρέπει να σταματήσετε και να αξιολογήσετε την ποιότητα της εργασίας. Εάν είναι απαραίτητο, μπορεί να γίνει ένα άλλο πέρασμα προσαρμόζοντας τη θέση του εργαλείου. Εάν η ποιότητα είναι ικανοποιητική, τότε οι σφιγκτήρες αφαιρούνται, απελευθερώνοντας το τεμάχιο εργασίας.
Χρησιμοποιώντας αυτήν την προσέγγιση, είναι δυνατό να αφαιρέσετε ένα τέταρτο κατά μήκος της άκρης ή σε ορισμένα από τα μέρη της. Αυτό γίνεται τοποθετώντας την κοπτική άκρη έτσι ώστε να εκτείνεται στο απαιτούμενο βάθος μέσα στο εξάρτημα.
 Τέταρτη λήψη σε πρόσοψη επίπλων.
Τέταρτη λήψη σε πρόσοψη επίπλων. Εάν αντικαταστήσετε τον κόφτη με ένα διαμορφωμένο και μετακινήσετε τον οδηγό, καθώς και χρησιμοποιήσετε ένα στοπ, μπορείτε πραγματικά να εφαρμόσετε ένα διαμήκη σχέδιο στο εξάρτημα (φωτογραφία παρακάτω).
 Εφαρμογή ενός διαμήκους σχήματος σχεδίου στο τεμάχιο εργασίας.
Εφαρμογή ενός διαμήκους σχήματος σχεδίου στο τεμάχιο εργασίας. Εάν χρησιμοποιείτε παρόμοια τεχνική φρεζαρίσματος (με πρότυπο), μπορείτε εύκολα να κατακτήσετε την τεχνική της εργασίας με ξύλο γενικά. Μετά από κάποιο χρονικό διάστημα, μπορείτε να εγκαταλείψετε τα πρότυπα, καθώς η εγκατάστασή τους απαιτεί πολύ χρήσιμο χρόνο.
 Πώς να φτιάξετε μια ευθεία άκρη χωρίς πρότυπο: δεν μπορείτε να το κάνετε αυτό χωρίς εμπειρία.
Πώς να φτιάξετε μια ευθεία άκρη χωρίς πρότυπο: δεν μπορείτε να το κάνετε αυτό χωρίς εμπειρία. Το πλάτος του εξαρτήματος είναι μεγαλύτερο από το μήκος του τμήματος κοπής
Αρκετά συχνά, το πάχος του τεμαχίου εργασίας είναι μεγαλύτερο από το μήκος του τμήματος κοπής του κόφτη. Σε αυτή την περίπτωση προχωρήστε ως εξής:
- Μετά το πρώτο πέρασμα, το πρότυπο αφαιρείται και γίνεται ένα άλλο πέρασμα. Σε αυτήν την περίπτωση, το πρότυπο θα είναι το ήδη επεξεργασμένο μέρος. Για να γίνει αυτό, το ρουλεμάν οδηγείται κατά μήκος της κατεργασμένης επιφάνειας. Αν πάλι έλειπε το τμήμα κοπής, τότε θα πρέπει να γίνει άλλο πέρασμα.
- Για την τελική επεξεργασία, θα πρέπει να πάρετε έναν κόφτη με ένα ρουλεμάν στο άκρο και το τεμάχιο εργασίας πρέπει να γυρίσει ανάποδα, μετά από το οποίο ασφαλίζεται με σφιγκτήρες. Ως αποτέλεσμα, το ρουλεμάν θα κινηθεί κατά μήκος της επεξεργασμένης επιφάνειας. Αυτή η προσέγγιση καθιστά δυνατή την επεξεργασία παχιών εξαρτημάτων.
 Το ρουλεμάν οδηγείται κατά μήκος της επεξεργασμένης επιφάνειας και η κοπτική άκρη επεξεργάζεται το υπόλοιπο τεμάχιο εργασίας.
Το ρουλεμάν οδηγείται κατά μήκος της επεξεργασμένης επιφάνειας και η κοπτική άκρη επεξεργάζεται το υπόλοιπο τεμάχιο εργασίας. Για να κατακτήσετε τη δουλειά ενός εργαλείου φρεζαρίσματος χειρός, θα χρειαστείτε πολλά ακατέργαστα κενά, τα οποία δεν σας πειράζει να πετάξετε αργότερα. Κανείς δεν πέτυχε την πρώτη φορά. Για να πετύχεις οτιδήποτε, πρέπει να προπονηθείς σκληρά.
Επίτευξη διαφόρων σχημάτων άκρων
Εάν απαιτείται μια φιγούρα άκρη, η οποία είναι πιθανότατα απαραίτητη, τότε πρώτα δώστε προσοχή στην κατάσταση αυτής της ακμής. Εάν είναι ανομοιόμορφο, τότε θα πρέπει να το ισοπεδώσετε και μόνο τότε να αρχίσετε να σχηματίζετε μια κυρτή άκρη επιλέγοντας τον κατάλληλο κόφτη.
 Στρογγυλεμένη άκρη.
Στρογγυλεμένη άκρη. Είναι απαραίτητο να προετοιμάσετε την επιφάνεια έτσι ώστε ο κόφτης να μην αντιγράφει την καμπυλότητα κατά μήκος της οποίας θα κινηθεί ο κύλινδρος. Σε αυτή την περίπτωση, απαιτείται μια σειρά ενεργειών, διαφορετικά ένα θετικό αποτέλεσμα δεν θα λειτουργήσει.
Εάν πρέπει να επεξεργαστείτε μια ειλικρινά καμπύλη επιφάνεια, τότε δεν μπορείτε να κάνετε χωρίς ένα πρότυπο. Μπορεί να κοπεί από κόντρα πλακέ, πάχους περίπου 10 mm, εφαρμόζοντας πρώτα ένα σχέδιο και κόβοντας το πρότυπο με μια σέγα. Η άκρη του προτύπου πρέπει να τελειοποιηθεί χρησιμοποιώντας ένα δρομολογητή χειρός.
Η λειτουργία οποιουδήποτε σύγχρονου εξοπλισμού, συμπεριλαμβανομένου του εξοπλισμού, είναι αδύνατη χωρίς ηλεκτρικό ρεύμα.
Επομένως εκτός από το μηχανικό μέρος των συσκευών πρέπει να υπάρχει και ηλεκτρικό. Είναι χτισμένο σύμφωνα με ένα συγκεκριμένο σχέδιο.
Είδη
Υπάρχουν οι ακόλουθοι τύποι ηλεκτρικών κυκλωμάτων:
- δομική, η οποία καθορίζει τη σχέση των μερών του ηλεκτρικού εξοπλισμού.
- λειτουργικό, ορίζοντας ηλεκτρικές διεργασίες σε ξεχωριστή μονάδα, πλήρως για μια μηχανή CNC.
- το θεμελιώδες, το οποίο αντικατοπτρίζει όλα τα στοιχεία και δίνει μια ιδέα της αρχής λειτουργίας·
- Συνδέσεις σχεδίου εγκατάστασης για ηλεκτρικές συνδέσεις.
- θέση εξαρτημάτων ηλεκτρικών συσκευών, αγωγών και προϊόντων καλωδίων.
Η τεχνική τεκμηρίωση της συσκευής συνήθως περιέχει ένα διάγραμμα κυκλώματος και διαγράμματα διάταξης ηλεκτρικού εξοπλισμού. Πραγματοποιείται χωρίς τήρηση κλίμακας και χωρίς να υποδεικνύεται πώς βρίσκονται στην πραγματικότητα μεμονωμένα στοιχεία.
Γενικές απαιτήσεις για την κατάρτιση ηλεκτρικών κυκλωμάτων
Τα ηλεκτρικά διαγράμματα μιας μηχανής CNC (μιλάμε για τα βασικά) συνήθως απεικονίζουν κάθε στοιχείο ηλεκτρολογικού εξοπλισμού που συμμετέχει στην τεχνολογική διαδικασία ή ελέγχει τη ροή του. Συνηθίζεται να τοποθετούνται κυκλώματα ισχύος στα αριστερά, υποδεικνύοντας μια θέση στο διάγραμμα με παχιά γραμμή, και για τα κυκλώματα ελέγχου, απεικονίζονται στη δεξιά πλευρά ως λεπτή γραμμή. Κατά τη σύνταξη ενός διαγράμματος, θεωρείται συμβατικά ότι όλα τα στοιχεία κυκλώματος βρίσκονται σε κατάσταση απενεργοποίησης.
Τα στοιχεία έχουν σχηματική αναπαράσταση· τους δίνονται ονομασίες θέσης με τη μορφή γραμμάτων. Στην περίπτωση ενός ηλεκτροκινητήρα - M, και αν υπάρχουν πολλά από αυτά - M1, M2, M3 (με γράμματα και αριθμητική έκφραση). Εάν κατασκευαστούν διαγράμματα διάταξης, όλα όσα σχετίζονται με τον ηλεκτρικό εξοπλισμό καταγράφονται σε αυτά (σε εικόνα μεγάλης κλίμακας). Υπάρχει μια λεπτή γραμμή όπου υπάρχει χώρος για τη σύνδεση στοιχείων - καλώδια και καλώδια. Τέτοια διαγράμματα είναι κατασκευασμένα για να αντιπροσωπεύουν έναν φρέζα· είναι εξοπλισμένα με ένα ηλεκτρικό ντουλάπι και έναν πίνακα ελέγχου μηχανής.
Ως παράδειγμα κυκλώματος για τον εξοπλισμό ισχύος μιας αριθμητικά ελεγχόμενης συσκευής, μπορεί κανείς να φανταστεί τα εξής:

Ο σύγχρονος ηλεκτρικός εξοπλισμός έχει πολύ περίπλοκα διαγράμματα κυκλωμάτων και η ανάγνωσή τους δεν είναι πάντα εύκολη. Και η κατάσταση εξηγείται από το γεγονός ότι εκτός από ηλεκτρικούς κινητήρες, ρελέ, μίζες και επαφές, το μηχάνημα περιλαμβάνει πολλά αυτόματα μέσα, εξοπλισμό υπολογιστών και μονάδες μικροηλεκτρονικού εξοπλισμού. Διαφορετικές μηχανές, συνολικά, έχουν ένα κοινό ηλεκτρικό εξάρτημα και, ταυτόχρονα, διαφέρουν ως προς τα λειτουργικά χαρακτηριστικά των μπλοκ.
Χαρακτηριστικά του ηλεκτρικού κυκλώματος της φρέζας 6P82
Ας προσπαθήσουμε να κατανοήσουμε το ηλεκτρικό κύκλωμα της φρέζας οριζόντιας προβόλου 6P82. Αντιπροσωπεύεται από τα ακόλουθα μπλοκ:
- δίκτυο τροφοδοσίας με τάση 380 V, εναλλασσόμενο ρεύμα με συχνότητα 50 Hz.
- κυκλώματα ελέγχου με τάση 110 V (εναλλασσόμενο ρεύμα). 65 V (DC);
- τοπικός φωτισμός με τάση 24 V.
- το ονομαστικό συνολικό ρεύμα των ηλεκτρικών κινητήρων που λειτουργούν ταυτόχρονα είναι 20 A και το ονομαστικό ρεύμα των συσκευών προστασίας είναι 63 A.
Η τεχνική τεκμηρίωση καθορίζει τα όρια για τη χρήση του εξοπλισμού στο μηχάνημα σε σχέση με τα φορτία ισχύος και ισχύος. Εάν κάνει περισσότερες από 63 σ.α.λ., τότε τα όρια χρήσης της κύριας κίνησης περιορίζονται μόνο από την ονομαστική ισχύ του ηλεκτροκινητήρα.
Είναι απαραίτητο να ονομάσουμε τα κύρια εξαρτήματα του ηλεκτρικού κυκλώματος των φρέζων: κινητήρες με προγράμματα οδήγησης, πλακέτες διασύνδεσης, υπολογιστές ή φορητούς υπολογιστές, τροφοδοτικά και ένα κουμπί για έκτακτη διακοπή της μηχανής.
Επιλογή αυτοσυναρμολόγησης
Για όσους συναρμολογούν μια μηχανή CNC με τα χέρια τους, υπάρχει μια άλλη επιλογή να εγκαταστήσετε ηλεκτρικά στις μηχανές. Μπορείτε να αγοράσετε ένα έτοιμο σετ που περιέχει τρεις κινητήρες Nema και τον ίδιο αριθμό οδηγών που τους ταιριάζουν. μετασχηματιστής υποβάθμισης για την τροφοδοσία του κυκλώματος ελέγχου και της πλακέτας μεταγωγής για το τροφοδοτικό (36 V). Μπορείτε να χρησιμοποιήσετε άλλα κιτ όταν συναρμολογείτε μόνοι σας το μηχάνημα.
Τα ηλεκτρονικά του μηχανήματος θα πρέπει να τοποθετούνται σε μία πλακέτα. Όλο το σύνολο των εξωτερικών στοιχείων συνδέεται εκεί, χρησιμοποιώντας συνδέσμους και μπλοκ ακροδεκτών:
- SD, περιοριστικοί διακόπτες σε κάθε άξονα.
- υποδοχή για την ενεργοποίηση της κύριας μονάδας (DREMEL 300 είναι δυνατή).
- ένας ανεμιστήρας που λαμβάνεται από μια μίνι ηλεκτρική σκούπα, ένας μετασχηματιστής για την παροχή ρεύματος.
- υποδοχή που παρέχει σύνδεση σε υπολογιστή μέσω θύρας LPT.

Σχεδόν όλα τα εξαρτήματα μπορούν εύκολα να αφαιρεθούν από παλιές πλακέτες υπολογιστών, Spectrums - τους πρώτους υπολογιστές, καθώς και απαρχαιωμένους διακόπτες δικτύου.
Το κύκλωμα περιλαμβάνει μια μονάδα ελέγχου CNC (ενεργοποίηση λογισμικού του άξονα) και είναι γεμάτο με πρόσθετες συνδέσεις για εργαλεία και αισθητήρες. Η θύρα υπολογιστή LPT συνδέεται μέσω τυπικού καλωδίου. Τα ηλεκτρονικά του μηχανήματος δεν απαιτούν εξαναγκασμένη ψύξη και δεν θερμαίνονται.
Όλα τα ηλεκτρονικά για το CNC βρίσκονται σε μια θέση στην πίσω πλευρά του μηχανήματος και καλύπτονται με ένα πάνελ για την αποφυγή σκόνης και βρωμιάς.
Όταν ασχολείστε με ηλεκτρονικά όταν συναρμολογείτε ένα CNC με τα χέρια σας, πρέπει να επιλέξετε τις σωστές πηγές ενέργειας. Για παράδειγμα, για SD μπορείτε να χρησιμοποιήσετε μια μονάδα 12 V και ρεύμα 3Α. Απαιτείται ένα μπλοκ με τάση 5 V με ρεύμα 0,3Α για την τροφοδοσία των τσιπ του ελεγκτή. Πώς να εκτελέσετε τους υπολογισμούς του τροφοδοτικού; Υπάρχει ένας απλός τύπος - 3x2x1=6A, όπου 3 είναι ο αριθμός των εμπλεκόμενων κινητήρων (κατά μήκος των αξόνων X, Y και Z). 2 – αριθμός τροφοδοτούμενων περιελίξεων, 1 A – ισχύς ρεύματος.

Ο σχεδιασμός του ελεγκτή ελέγχου, σύμφωνα με ένα πολύ απλό διάγραμμα κυκλώματος, μπορεί να συναρμολογηθεί από τρία μικροκυκλώματα και δεν απαιτεί υλικολογισμικό. Επομένως, μια καλή μηχανή φρεζαρίσματος CNC μπορεί να δημιουργηθεί από ένα άτομο με λίγες γνώσεις ηλεκτρικών και ηλεκτρονικών.
Το πρόγραμμα οδήγησης SD ελέγχει τον ενισχυτή 4 καναλιών. Είναι κατασκευασμένο από 4 τρανζίστορ.
Χρησιμοποιούνται επίσης παραλλαγές σειριακών μικροκυκλωμάτων, όπως ULN 2004 (για 9 κλειδιά), ένταση ρεύματος 0,5 - 0,6A.
Τα προγράμματα οδήγησης μπορούν να ελεγχθούν χρησιμοποιώντας το πρόγραμμα vri-cnc. Απλά πρέπει να βρείτε οδηγίες για το πώς να το χρησιμοποιήσετε στον επίσημο ιστότοπο. Για τον γενικό έλεγχο του μηχανήματος, χρησιμοποιούνται τα προγράμματα Kcam και Mach3, τα οποία διακρίνουν μεταξύ διαφορετικών μορφών αρχείων για τη διαδικασία φρεζαρίσματος και διάτρησης.
Νέες προσεγγίσεις στον εξοπλισμό μηχανών
Μόνο αξιόπιστος εξοπλισμός με απλά χειριστήρια θα εξασφαλίσει υψηλής ποιότητας φρεζάρισμα ή χάραξη των επιφανειών των εξαρτημάτων και των τεμαχίων εργασίας.
Για παράδειγμα, το winner pro CNC ξυλοπλάνισμα πλανίζει οποιοδήποτε είδος κατά μήκος και των τεσσάρων επιπέδων του τεμαχίου εργασίας και παράγει διάφορους τύπους προφίλ. Αυτό που είναι ιδιαίτερα καλό σε αυτό είναι η αρχή της δημιουργίας ενοτήτων. Αυτό σημαίνει ότι είναι δυνατή η αλλαγή των χαρακτηριστικών του εξοπλισμού, προσαρμόζοντάς τον στο μέγιστο στις ανάγκες των πελατών.
Σε κάθε σειρά εργαλειομηχανών, είναι ρεαλιστικό να εισάγονται τροποποιήσεις που διαφέρουν ως προς τον αριθμό των ατράκτων, έχουν διαφορετική ισχύ των ηλεκτροκινητήρων και επομένως τον ρυθμό τροφοδοσίας των τεμαχίων. Ο πελάτης έχει τη δυνατότητα να παραγγείλει τη διάταξη του μηχανήματος, σύμφωνα με τις ανάγκες, με νέο ηλεκτρικό κύκλωμα.

Επομένως, πριν συνδέσετε το μηχάνημα στο σύστημα ισχύος, είναι καλύτερο να ελέγξετε εάν οι παράμετροι ταιριάζουν ακριβώς με τα χαρακτηριστικά του δικτύου. Αυτό είναι άμεση ευθύνη του ηλεκτρολόγου. Απαιτείται τριφασικό δίκτυο με τάση 380 V και συχνότητα 50 Hz, απαιτείται γείωση. Τα καλώδια τροφοδοσίας (με διατομή τουλάχιστον 16 mm) παρέχονται στον εξοπλισμό σε σωλήνα ή μεταλλικό σωλήνα ώστε να μην καταστραφεί κατά τη λειτουργία.
Αυτή η μηχανή CNC είναι η καλύτερη που έχει δημιουργηθεί σήμερα. Παρέχει υψηλής ποιότητας φρεζάρισμα και χάραξη των επιφανειών των εξαρτημάτων, επεξεργασία υψηλής ακρίβειας των στοιχείων που καθορίζονται από το πρόγραμμα (η εντολή G601 για την ενεργοποίηση του βήματος πραγματοποιείται μόνο με ακριβή τοποθέτηση).
συμπέρασμα
Καλή γνώση ηλεκτρικών κυκλωμάτων, ανάγνωση σχεδίων - αυτές είναι οι δεξιότητες για όλους για τους οποίους ο αριθμητικός έλεγχος και ο έλεγχος προγραμμάτων δεν είναι μια συναρπαστική φράση, αλλά καθημερινή εργασία για την παροχή ρεύματος προγραμματιζόμενου εξοπλισμού και ρομποτικού εξοπλισμού.
Και έτσι, ως μέρος αυτού του εκπαιδευτικού άρθρου, θέλω, μαζί με τον συγγραφέα του έργου, έναν 21χρονο μηχανικό και σχεδιαστή, να φτιάξετε το δικό σας. Η αφήγηση θα διεξαχθεί σε πρώτο πρόσωπο, αλλά να ξέρετε ότι, προς μεγάλη μου λύπη, δεν μοιράζομαι την εμπειρία μου, αλλά επαναλαμβάνω ελεύθερα τον συγγραφέα αυτού του έργου.
Θα υπάρχουν πολλά σχέδια σε αυτό το άρθρο., οι σημειώσεις τους γίνονται στα αγγλικά, αλλά είμαι σίγουρος ότι ένας πραγματικός τεχνικός θα καταλάβει τα πάντα χωρίς περαιτέρω καθυστέρηση. Για ευκολία κατανόησης, θα σπάσω την ιστορία σε «βήματα».
Πρόλογος από τον συγγραφέα
Ήδη στα 12 μου ονειρευόμουν να φτιάξω μια μηχανή που θα ήταν ικανή να δημιουργήσει διάφορα πράγματα. Ένα μηχάνημα που θα μου δώσει τη δυνατότητα να φτιάξω οποιοδήποτε οικιακό αντικείμενο. Δύο χρόνια αργότερα συνάντησα τη φράση CNCή για να είμαστε πιο ακριβείς, η φράση "CNC φρέζα". Αφού έμαθα ότι υπάρχουν άνθρωποι που μπορούν να φτιάξουν ένα τέτοιο μηχάνημα μόνοι τους για τις δικές τους ανάγκες, στο δικό τους γκαράζ, κατάλαβα ότι θα μπορούσα να το κάνω κι εγώ. πρέπει να το κάνω! Για τρεις μήνες προσπάθησα να μαζέψω κατάλληλα εξαρτήματα, αλλά δεν κουνούσα. Έτσι η εμμονή μου σταδιακά έσβησε.
Τον Αύγουστο του 2013, η ιδέα της κατασκευής μιας φρέζας CNC με συνέλαβε ξανά. Μόλις είχα αποφοιτήσει από το πτυχίο βιομηχανικού σχεδιασμού στο πανεπιστήμιο, οπότε ήμουν αρκετά σίγουρος για τις ικανότητές μου. Τώρα κατάλαβα ξεκάθαρα τη διαφορά μεταξύ μου σήμερα και εμένα πριν από πέντε χρόνια. Έμαθα πώς να δουλεύω με μέταλλο, κατέκτησα τεχνικές για την εργασία με χειροκίνητα μηχανήματα επεξεργασίας μετάλλων, αλλά το πιο σημαντικό, έμαθα πώς να χρησιμοποιώ εργαλεία ανάπτυξης. Ελπίζω αυτό το σεμινάριο να σας εμπνεύσει να φτιάξετε τη δική σας μηχανή CNC!
Βήμα 1: Σχεδίαση και μοντέλο CAD
Όλα ξεκινούν με προσεγμένο σχεδιασμό. Έκανα πολλά σκίτσα για να έχω καλύτερη αίσθηση για το μέγεθος και το σχήμα του μελλοντικού μηχανήματος. Μετά από αυτό δημιούργησα ένα μοντέλο CAD χρησιμοποιώντας το SolidWorks. Αφού μοντελοποίησα όλα τα μέρη και εξαρτήματα της μηχανής, ετοίμασα τεχνικά σχέδια. Χρησιμοποίησα αυτά τα σχέδια για να φτιάξω εξαρτήματα σε χειροκίνητες μηχανές μεταλλουργίας: και.
Ειλικρινά μιλώντας, μου αρέσουν τα καλά, βολικά εργαλεία. Γι' αυτό προσπάθησα να κάνω τις εργασίες συντήρησης και ρύθμισης του μηχανήματος όσο το δυνατόν απλούστερες. Τοποθέτησα τα ρουλεμάν σε ειδικά μπλοκ για να μπορώ να τα αντικαταστήσω γρήγορα. Οι οδηγοί είναι προσβάσιμοι για συντήρηση, οπότε το αυτοκίνητό μου θα είναι πάντα καθαρό όταν ολοκληρωθεί η εργασία.



Αρχεία για λήψη "Βήμα 1"
διαστάσεις
Βήμα 2: Κρεβάτι
Το κρεβάτι παρέχει στο μηχάνημα την απαραίτητη ακαμψία. Σε αυτήν θα εγκατασταθεί μια κινητή πύλη, βηματικοί κινητήρες, ένας άξονας Z και ένας άξονας και αργότερα μια επιφάνεια εργασίας. Για τη δημιουργία του πλαισίου στήριξης χρησιμοποίησα δύο προφίλ αλουμινίου Maytec 40x80mm και δύο ακραίες πλάκες αλουμινίου πάχους 10mm. Συνέδεσα όλα τα στοιχεία μαζί χρησιμοποιώντας γωνίες αλουμινίου. Για να ενισχύσω τη δομή μέσα στο κύριο πλαίσιο, έφτιαξα ένα επιπλέον τετράγωνο πλαίσιο από προφίλ μικρότερου τμήματος.
Για να αποφύγω μελλοντικά τη σκόνη στους οδηγούς, τοποθέτησα προστατευτικές γωνίες αλουμινίου. Η γωνία τοποθετείται χρησιμοποιώντας παξιμάδια T, τα οποία είναι εγκατεστημένα σε μία από τις αυλακώσεις προφίλ.
Και οι δύο ακραίες πλάκες έχουν μπλοκ ρουλεμάν για την τοποθέτηση της βίδας κίνησης.


Συναρμολόγηση πλαισίου στήριξης


Γωνίες για προστασία οδηγών
Αρχεία για λήψη "Βήμα 2"
Σχέδια των κύριων στοιχείων του πλαισίου
Βήμα 3: Πύλη
Η κινητή πύλη είναι το εκτελεστικό στοιχείο του μηχανήματος σας· κινείται κατά μήκος του άξονα Χ και φέρει τον άξονα φρεζαρίσματος και τη στήριξη του άξονα Z. Όσο υψηλότερη είναι η πύλη, τόσο πιο παχύ είναι το τεμάχιο εργασίας που μπορείτε να επεξεργαστείτε. Ωστόσο, μια υψηλή πύλη είναι λιγότερο ανθεκτική στα φορτία που προκύπτουν κατά την επεξεργασία. Οι ψηλοί πλευρικοί στύλοι της πύλης λειτουργούν ως μοχλοί σε σχέση με τα γραμμικά ρουλεμάν κύλισης.
Η κύρια εργασία που σχεδίαζα να λύσω στη μηχανή φρεζαρίσματος CNC ήταν η επεξεργασία εξαρτημάτων αλουμινίου. Δεδομένου ότι το μέγιστο πάχος των τεμαχίων αλουμινίου που μου ταιριάζουν είναι 60 mm, αποφάσισα να κάνω το διάκενο της πύλης (η απόσταση από την επιφάνεια εργασίας έως την άνω εγκάρσια δοκό) ίση με 125 mm. Μετέτρεψα όλες τις μετρήσεις μου σε μοντέλο και τεχνικά σχέδια στο SolidWorks. Λόγω της πολυπλοκότητας των εξαρτημάτων, τα επεξεργάστηκα σε ένα βιομηχανικό κέντρο κατεργασίας CNC· αυτό μου επέτρεψε επιπλέον να επεξεργαστώ λοξοτμήσεις, κάτι που θα ήταν πολύ δύσκολο να γίνει σε μια χειροκίνητη μηχανή φρεζαρίσματος μετάλλων.




Αρχεία για λήψη "Βήμα 3"
Βήμα 4: Δαγκάνα άξονα Z
Για τη σχεδίαση του άξονα Z, χρησιμοποίησα ένα μπροστινό πλαίσιο που συνδέεται με τα ρουλεμάν κίνησης του άξονα Y, δύο πλάκες για την ενίσχυση του συγκροτήματος, μια πλάκα για τη στήριξη του βηματικού κινητήρα και ένα πλαίσιο για τη στήριξη του άξονα φρεζαρίσματος. Στον μπροστινό πίνακα τοποθέτησα δύο οδηγούς προφίλ κατά μήκος των οποίων ο άξονας θα κινείται κατά μήκος του άξονα Z. Λάβετε υπόψη ότι η βίδα του άξονα Z δεν έχει αντιστήριγμα στο κάτω μέρος.




Λήψη "Βήμα 4"
Βήμα 5: Οδηγοί
Οι οδηγοί παρέχουν τη δυνατότητα κίνησης προς όλες τις κατευθύνσεις, εξασφαλίζοντας ομαλές και ακριβείς κινήσεις. Οποιοδήποτε παιχνίδι προς μία κατεύθυνση μπορεί να προκαλέσει ανακρίβεια στην επεξεργασία των προϊόντων σας. Επέλεξα την πιο ακριβή επιλογή - ράγες από σκληρυμένο χάλυβα με προφίλ. Αυτό θα επιτρέψει στη δομή να αντέχει σε υψηλά φορτία και θα παρέχει την ακρίβεια τοποθέτησης που χρειάζομαι. Για να βεβαιωθώ ότι οι οδηγοί ήταν παράλληλοι, χρησιμοποίησα μια ειδική ένδειξη κατά την εγκατάστασή τους. Η μέγιστη απόκλιση μεταξύ τους δεν ήταν μεγαλύτερη από 0,01 mm.


Βήμα 6: Βίδες και τροχαλίες
Οι βίδες μετατρέπουν την περιστροφική κίνηση από βηματικούς κινητήρες σε γραμμική κίνηση. Όταν σχεδιάζετε το μηχάνημά σας, μπορείτε να επιλέξετε διάφορες επιλογές για αυτή τη μονάδα: ένα ζεύγος βιδών-παξιμάδιων ή ένα ζεύγος σφαιρικών βιδών (σφαιρική βίδα). Το παξιμάδι, κατά κανόνα, υπόκειται σε περισσότερες δυνάμεις τριβής κατά τη λειτουργία και είναι επίσης λιγότερο ακριβές σε σχέση με τη σφαιρική βίδα. Εάν χρειάζεστε αυξημένη ακρίβεια, τότε πρέπει οπωσδήποτε να επιλέξετε μια σφαιρική βίδα. Αλλά πρέπει να ξέρετε ότι οι σφαιρικές βίδες είναι αρκετά ακριβές.
- Σε επαφή με 0
- Google+ 0
- Εντάξει 0
- Facebook 0






