Stan, a još više privatna kuća, zahtijeva redovno održavanje i popravke. Kućni majstor mora biti generalista, sposoban da obavlja mnogo različitih zadataka. Stoga majstori žele savladati što više tehnologija.
Jedna od najtraženijih vještina je sposobnost izvođenja radova zavarivanja. Praksa pokazuje da je električno zavarivanje najbolje za početnike - tehnologija je jednostavna i dostupna svima koji žele naučiti kako je koristiti. Prije nego počnete savladavati metodu, trebali biste se upoznati s teorijskim aspektom problema, slažete li se?
Sve potrebne informacije detaljno su opisane u našem članku. Opisali smo princip rada električnog zavarivanja i naveli koji uređaj je bolje odabrati za rad kod kuće. Osim toga, članak daje korak po korak tehnologiju zavarivanja dijelova, metode za izradu šavova, a također navodi moguće nedostatke spojeva.
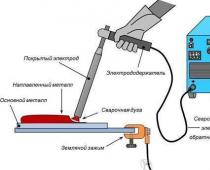
Električno je jedna od metoda zavarivanja, kada se električni luk koristi za zagrijavanje, a zatim topljenje metala. Temperatura potonjeg dostiže 7000°C, što je mnogo više od tačke topljenja većine metala.
Proces električnog zavarivanja se odvija na sljedeći način. Za formiranje i održavanje električnog luka struja se dovodi od alata za zavarivanje do elektrode.
Kada šipka elektrode dodirne površinu koja se zavariva, struja zavarivanja teče. Pod njegovim utjecajem i utjecajem električnog luka, elektroda i metalni rubovi elemenata koji se zavaruju počinju se topiti. Od taline, kako kažu zavarivači, formira se zavareni bazen u kojem se rastopljena elektroda miješa s osnovnim metalom.
Otopljena šljaka pluta na površini kupke i stvara zaštitni film. Nakon isključivanja luka, metal se postepeno hladi, formirajući šav prekriven ljuskom. Nakon što se materijal potpuno ohladi, čisti se.
Za zavarivanje se mogu koristiti nepotrošne i potrošne elektrode. U prvom slučaju, žica za punjenje se uvodi u taljevinu kako bi se formirao zavar, u drugom nije potrebna. Za formiranje i naknadno održavanje električnog luka koristi se posebna oprema.
Za obavljanje širokog spektra poslova potrebne su vještine iz oblasti zavarivača u kućnom okruženju:
Galerija slika
Zaključci i koristan video na temu
Karakteristike zavarivanja cijevi:
Kako odabrati pravi inverter za zavarivanje:
Po želji, svaki domaći majstor moći će naučiti osnove zavarivanja. Nije tako teško. Biće potrebno strpljenje, tačnost i, naravno, tačno izvršenje svih uputstava. Sve će biti mnogo lakše ako se proces ovladavanja novom vještinom odvija pod vodstvom iskusnog stručnjaka.
Postoji nevjerovatna količina trenutaka kada je potrebno zavarivanje zavarivanjem, a to može biti potrebno kod kuće, na selu, u stanu, u garaži, u bilo kojoj visokogradnji, posebno u područjima kao što su izgradnju ili popravku kod kuće, kao i u vodovodu, vodosnabdijevanju i kanalizaciji i još mnogo toga. Unajmljivanje stručnjaka za obavljanje zavarivačkih radova nije jeftino, pa mnogi radije kuhaju potrebne elemente sami. Kako to učiniti ispravno? Naučiti kako raditi s električnim zavarivanjem od nule nije lako, ali je sasvim moguće, a za to možete pohađati tečajeve za početnike, kupiti tutorial za lutke ili koristiti savjete u nastavku.
Da biste zavarili metalne limove ili cijevi, morat ćete se upoznati sa sigurnosnim mjerama, proučiti radni proces, pažljivo pratiti tehnologiju ili unajmiti zavarivača kao što je trubač.
Mnogi ljudi misle da je dovoljno znati kako koristiti elektrode i kako zavarivati šavove, međutim, morate znati sve zamršenosti posla, posebno u vezi sa spajanjem 2 različita metala i koje vrste elektroda su potrebne.

Teorija je jedno, ali potreban je tečaj prakse da biste sami počeli zavarivati različite konstrukcije bez previda i vjerojatnosti curenja. Na primjer, prije zavarivanja svaki element mora biti pričvršćen spojnicom, stezaljkama i drugim elementima.
Trebam znati:
- Koji problemi mogu nastati;
- Kako izbjeći nedostatke;
- Koja je tehnologija zavarivanja određene vrste elemenata.
Osim toga, mogu biti potrebne kvačice ili, drugim riječima, poprečni šavovi, od kojih svaki drži spoj spojeva, a preporučljivo je da ih postavite na udaljenosti od 10 cm jedan od drugog.
Opcije zavarivanja
Postoje različite vrste šavova, koje se mogu razlikovati jedni od drugih u različitim faktorima, posebno u načinu na koji se vrši spajanje metalnih proizvoda. Ovo su same osnove zavarivanja koje uče početnici.
Šav može biti:
- Butt;
- preklapanje;
- Tavrovy.

Profesija električnog zavarivača je vrlo teška i ponekad zahtijeva previše ulaganja u snagu i energiju, jer se zavarivanje metalnih proizvoda može izvoditi čak i ispod stropa. Klasifikacija šavova može biti prema tome gdje se nalaze u prostoru, a razlikuju se vertikalni, horizontalni, stropni tipovi.
Savjeti: kako sami naučiti kuhati električnim zavarivanjem
Sasvim je moguće samostalno zavariti metalnu konstrukciju za 1 dan ako znate koliko je elektroda potrebno, koje trebate koristiti i pod uvjetom da proizvod nije prevelik.
I šta još trebate imati na umu da naučite sami kuhati:
- Za zavarivača je važno ne samo da pravilno radi, već i da nauči osnove, posebno koji način rada je potreban za određeni materijal, budući da metal može biti čelik, legure ili tkanine kao što je boja met.
- Obavezno proučite metode pomoću kojih možete napraviti određeni šav.
- Potrebno je pravilno pristupiti izboru elektroda i žice za zavarivanje.
Ako u početku nije potrebno postati profesionalac najviše kategorije, tada možete sami naučiti zavarivanje ako gledate video tutorijale, crteže sa šavovima, a također proučavate savjete profesionalaca. Obuka će biti duga, ali moguće produktivna, pogotovo ako postepeno pokušavate proizvoditi šavove, povećavajući količinu radnog iskustva.
Za početak zavarivanja potrebne su vam elektrode i sam aparat za zavarivanje.

Mnogi ljudi radije koriste resant, jer tehnika može izdržati dugotrajna opterećenja, što vam omogućava da brzo privedete stvar kraju. Pri prvim pokušajima rada sa zavarivanjem, bolje je koristiti pravi inverter, a tek onda, uz veliko iskustvo, moguće je s bilo kojim drugim uređajem. Što se tiče elektroda, preporučljivo je odabrati "3". Jednostavni su za korištenje, a što je najvažnije, ne preopterećuju električnu mrežu.
Općenito, oprema za zavarivanje je podijeljena na vrste - transformator, ispravljač, inverter. Zašto popularnost ostaje iza invertera? Oni su kompaktni, lagani i vrlo laki za rukovanje za početnike. U prvim koracima učenja zavarivanja vrijedi uzeti jednostavnije vrste metala i po mogućnosti ravnomjerne elemente kako ne bi komplicirali zadatak.
Prije zavarivanja potrebno je pripremiti:
- Kanta s vodom;
- Čekić za bušenje šljake;
- željezna četka;
- Maska koja štiti područje lica i vrata;
- Rukavice od posebne tkanine impregnirane sastavom za sprječavanje paljenja i izgaranja platna;
- Specijalna odeća sa dugim rukavima.
Ne zaboravite da je zavareni posao opasan od požara, te je stoga strogo zabranjeno biti u blizini zapaljivih ili zapaljivih predmeta kako bi se spriječile ozbiljne posljedice.
Koje nedostatke treba biti svjesni da bi se napravio ispravan zavareni šav
Napraviti prekrasne šavove koji izgledaju savršeno nije tako lako, jer čak ni stručnjak s velikim iskustvom ne može uvijek izvesti proces što je kompetentnije. Sve ovisi ne samo o tome da li se poštuju pravila i da li je kut nagiba elektrode pravilno odabran, već i od mnogih drugih faktora.
Vrijedi napomenuti da svaki priručnik za obuku ima podatke o nedostacima, s kojima se morate upoznati.

Ima kritičnih, a ima i nekritičnih, odnosno onih koji se mogu ostaviti bez dodatne obrade. Naučimo kako razlikovati kvalitetan šav od nekvalitetnog i zašto nastaju nedostaci.
Defekti:
- Nedostatak prodora je defekt kod kojeg je došlo do nedovoljnog punjenja zglobnog prostora tečnim metalom, što utiče na čvrstoću spoja. Razlog može biti slab napon, previsoka brzina kojom se vrši kretanje elektrode. Nakon što se struja ispravi i luk skrati po dužini, kvar treba otkloniti.
- Undercut Ovaj nedostatak ukazuje na prisustvo utora koji se proteže duž šava. Razlog opet može biti predugačak luk, zbog čega šav nije samo loš, već širok. To dovodi do nepotpunog zagrijavanja metala, zbog čega se rubovi brzo stvrdnjavaju. Da biste riješili problem, vrijedi smanjiti dužinu luka i povećati struju.
- Proboji su kroz rupe na spojevima. Razlog je velika struja ako se elektroda sporo pokreće i preveliki razmaci između krajeva dijelova. Defekt se može otkloniti ispravljanjem načina zavarivanja.
- Ako se na šavu formiraju pore, nasumično razbacane po cijeloj dužini spoja, to je zbog prisutnosti propuha u prostoriji, zbog čega se oblak plina otpuhuje iz radnog područja, ili ako je metal prekriven rđom.
Postoje i drugi nedostaci u obliku pukotina, ili šav jednostavno pukne, to se događa odmah nakon što se metal ohladi. Mogu biti uzdužne i poprečne. U zavisnosti od toga kada su nastali, bivaju hladni i topli.
Mjere opreza prije zavarivanja elektrodama
Bez obzira na to gdje se koristi ručno zavarivanje električnim lukom za kampiranje, moraju se poštovati sigurnosne mjere predostrožnosti koje su navedene u svakom udžbeniku zavarivanja.
Mjere predostrožnosti:
- Strogo je zabranjeno koristiti elektrolučno zavarivanje na hladnoći iu prostoriji s visokom vlažnošću.
- Maska i zaštitni štit moraju biti prisutni, koji će zaštititi oči od opekotina.
- Odjeća treba biti s posebnom impregnacijom, iz koje će se kotrljati iskre i kapljice vrućeg metala.

Ruke treba prekriti antilop rukavicama ili posebnim platnenim rukavicama. Zbog činjenice da se zavarivanje izvode na visokim temperaturama, a vjerovatnoća požara je vrlo velika, postupak treba izvoditi tamo gdje se u blizini nalazi voda ili aparat za gašenje požara.
Nijanse za početnike u zavarivanju
Što se tiče zavarivanja, postoji mnogo savjeta, pa čak i tajni za svakog majstora, ali postoji niz općih smjernica, vodeći se kojima možete obavljati radove i postavljati šavove gotovo na profesionalnom nivou, čak i uz samostalno učenje.
nijanse:
- Obavezno zapamtite uzemljenje, naime, postoji posebna stezaljka koja se mora čvrsto pričvrstiti na dio.
- Obavezno provjerite izolaciju kabela i koliko je pažljivo uvučen u dio.
- Čim se spoje mase, odabire se jačina struje, zavisi od vrste elektroda i materijala.
- Prije paljenja luka potrebno je postaviti elektrodu u odnosu na materijal pod uglom od 60ᵒ.
Princip rada zavarivanja i shema rada nisu previše komplicirani. Naime, ako počnete polako da gurate elektrodu preko metala, počeće da se stvaraju iskre, što ukazuje na stvaranje luka za zavarivanje. Da bi nastala, elektroda se mora držati tako da razmak između nje i platna bude 5 mm.
Tokom rada, elektroda će izgorjeti, ali nema potrebe žuriti s pomicanjem.

Brzina kojom trebate zašiti ovisi o tome što bi trebalo biti: tanko ili debelo. Ako se elektroda zaglavi, jednostavno je pomaknite ili nagnite u stranu. Prijem je jednostavan, ali efikasan. Vrijedi napomenuti da postoji termin kao bazen za zavarivanje i može imati različite veličine. Na primjer, širina 8-15 mm, dužina 10-30 mm, dubina 6 mm.
Format zavisi od:
- Lokacije - u zatvorenom ili u prostoru;
- način zavarivanja;
- Konfiguracije svakog spojenog dijela;
- Veličina i oblik ruba;
- Brzine kretanja luka.
Tehnike zavarivanja mogu se koristiti za izradu bojlera za grijanje ili za spajanje vodovodnih cijevi. Mjesta za korištenje opreme za zavarivanje ima samo puno, jer se ona koristi za izgradnju ograda, izradu igrališta, montažu metalnih konstrukcija visokih zgrada, postavljanje drenažnih sistema, postavljanje ograda i drugo.
Posjedujući ne samo vještine rada sa opremom za zavarivanje, već i odgovarajuću edukaciju, možete opremiti svoj dom ili gradilište svim potrebnim sadržajima, kao i dobiti prestižan posao. Naravno, visoko se cijene oni zavarivači koji imaju potpuno razumijevanje svog rada, načina zavarivanja, karakteristika i nijansi ovog posla.
Kako kuhati električnim zavarivanjem (video tutorijali)
Vrlo je lako razlikovati početnika od profesionalca, jer neće biti prenagljen i morat će probaviti šavove više puta. Ako je potreban kvalitetan rad zavarivanja, ali nema dovoljno iskustva ili znanja, onda je bolje povjeriti proces profesionalcima koji su u stanju sve izvršiti na najvišem nivou i istovremeno dati garanciju kvalitete.
Primjeri zavarivanja (fotografija)

















Danas je najpopularnija vrsta spajanja dijelova u monolitni proizvod zavarivanje. Ima mnogo vrsta, jer se zavarivanje koristi u mnogim industrijama, od domaćinstva do stvaranja složenih tehničkih konstrukcija. Nije teško naučiti umjetnost zavarivanja, glavna stvar je razumjeti osnovne koncepte, razlikovati i "napuniti" ruku na vođenju elektrode (baklje), stvoriti lijep, izdržljiv i kvalitetan šav .
Prije nego što pređemo na tehnologiju, kako pravilno postaviti zavar, analizirajmo nekoliko koncepata:
- zavareni spoj je spajanje dva dijela zavarivanjem;
- zavareni šav - ovo je dio zavarenog spoja, koji je nastao zbog molekularne veze rastopljenih rubova dva metalna dijela, kao rezultat daljnje kristalizacije metala;
- metal šava je legura koja nastaje kao rezultat termičkog djelovanja na osnovni metal (dio);
- zona fuzije je linija između metala šava i osnovnog metala (proizvoda);
- Toplotno zahvaćena zona je područje koje je podleglo toploti, ali se nije istopilo, već je samo promenilo svojstva usled zagrevanja.
- zavarivanje je proces u kojem se metal topi uz pomoć posebne opreme koja spaja elemente topljenjem njihovih rubova;
- električni luk je pražnjenje koje se javlja između obratka i elektrode;
- elektroda je posebna metalna šipka s raznim kemijskim premazima, koja je provodnik električne struje.
U različitim industrijama koriste se različite vrste zavarivanja koje se razlikuju po načinu izlaganja, upotrebi različitih materijala i tehnologijama rada za stvaranje jednostavnih i višeprolaznih zavara. Na primjer, glavni element za topljenje je elektroda koja pobuđuje i drži luk na radnom komadu. Izvor topline je gorionik iz kojeg pod jakim pritiskom izlazi ravnomjeran, neprekidan plamen, nastao kao rezultat sagorijevanja mješavine kisika i acetilena.
3.U ovoj fazi stvaraju se šavovi za zavarivanje (pogledajte detaljnije tehnike vođenja elektroda).
4. Završna faza. Kada je staza već spremna, potrebno je ne zaboraviti skinuti šljaku s valjka (tokom elektrolučnog zavarivanja). Stvoreni i zavareni spojevi ne trosku, odnosno od njih nema ostataka.
Tehnika vođenja elektrode je ključ za lijep zavar
Da biste stvorili savršen šav, nije dovoljno voditi elektrodu u pravoj liniji duž razmaka između dijelova. Postoji nekoliko metoda za stvaranje veza. Svi se zasnivaju na glatkom kretanju elektrode duž određene putanje, što rezultira ravnom stazom.
Da biste stvorili prekrasan šav za zavarivanje, gorionik ili treba malo zarotirati u odnosu na dio za 60 stupnjeva. Najlakši način je cik-cak. U ovom slučaju, provodnik se vodi od desne zone fuzije ulijevo blago dijagonalno. Trebali biste se vratiti u zrcalnoj slici i kao rezultat će ispasti kao da majstor uvjetno crta cik-cak. Takav spoj se može koristiti za različite vrste legura i metala.
Ako je razmak između praznina veći od 5 milimetara, onda je bolje koristiti tehniku riblje kosti. U ovom slučaju se pravi više pokreta, što vam omogućava da spojite više materijala za lijepljenje. Preporučuje se da počnete s desne strane i vodite provodnik u ravnoj horizontalnoj liniji ulijevo, a zatim pod uglom od 45 stepeni morate se vratiti do sredine šava i postaviti liniju prema gore pod istim uglom , istezanjem iznad onog s kojim ste započeli. Tako će se dobiti uvjetno božićno drvce, stvoreno od mnogih trokuta. U ovom slučaju, glavna stvar je ne povećavati udaljenost između elektrode i obratka, kako ne biste izgubili luk (kod elektrolučnog zavarivanja). 
Prekrasne veze dobivaju se tehnikom "petlje". Može se koristiti za tanki metal pri radu ili. Ovdje šavove treba nanositi glatkim zaobljenim pokretima, nalik na kontinuirani lanac ušica.
Na slici možete vidjeti koje druge metode se koriste za nanošenje zavara.
Majstori koji lako kreiraju staze bilo koje složenosti i na bilo kojoj poziciji dijele nekoliko savjeta sa zavarivačima početnicima koji ne razumiju zašto ne dobiju ovu ili onu vezu:
- važno je zadržati istu širinu razmaka duž cijelog šava, tada će biti kvalitetan i pouzdan;
- udaljenost između obratka i elektrode ne smije se narušiti, jer se veza deformira ako se luk izgubi;
- elektroda ili plamenik moraju se držati pod nagibom od 60-75 stupnjeva u odnosu na šav, tako da metal brzo kristalizira bez pruga;
- kada radite na okomitoj površini, bolje je kuhati odozdo prema gore, tako da će biti moguće izbjeći širenje metala koji nastaje tijekom zavarivanja.
Zavarivanje se s pravom smatra jednom od najčešćih tehnologija spajanja metala. Nijedna konstrukcija nije potpuna bez zavarivanja, a aparat za zavarivanje nezamjenjiv je predmet u arsenalu svakog kućnog majstora. Zavarite kapiju, ogradu, armaturni kavez, zavarite šarke, sastavite postolje za staklenik, volijeru za psa, postavite kapiju - svuda se koristi zavarivanje.
Također, zavarivački radovi su jedan od glavnih tehnoloških elemenata. Ali gdje započeti zavarivanje, i što je najvažnije - na koje nijanse trebate obratiti pažnju? U ovom članku ćemo odgovoriti na sljedeća pitanja:
- Kako odabrati aparat za zavarivanje.
- Na kojoj struji kuvati.
- Koja oprema je potrebna.
- Kako do kvalitetnih zavara.
- Kako kuhati različite metale.
Radovi na zavarivanju - potreban teoretski minimum
Morate naučiti zavarivanje koristeći najobičniju tehnologiju - ručno lučno zavarivanje (skraćeno MMA - od engleske skraćenice "Manual Metal Arc"). Osim toga, potrebno je kuhati pomoću inverterske mašine za zavarivanje. Zašto inverter? Invertori proizvode jednosmernu struju sa visokim stepenom stabilizacije. Lagane su, prenosive (mogu se nositi prebacivanjem remena preko ramena). Omogućuju vam da izvršite sva podešavanja "za sebe" čak i za zavarivača početnika. Invertori, za razliku od konvencionalnog transformatora za zavarivanje, dobro podnose fluktuacije napona, a tokom rada ne "savijaju" slabe električne mreže.

Postoje i naprednije tehnologije zavarivanja. Na primjer, TIG (skraćenica od Tungsten Insert Gas). Ovo je ručno lučno zavarivanje sa nepotrošnom elektrodom u inertnom zaštitnom gasu (argon).

I MIG-MAG (metalni inertni/aktivni plin). Ovo je ručno lučno zavarivanje sa automatskim dovodom potrošne metalne elektrode (žice za punjenje) u zaštitnoj atmosferi inertnog/aktivnog gasa.

Ove vrste zavarivanja, zbog visoke cijene opreme i alata koji se koriste i zahtjeva za kvalifikacijom zavarivača, pogodnije su za profesionalni rad u servisima ili preduzećima. Na primjer, za popravku karoserije automobila, restauratorske radove, zavarivanje tankih metalnih dijelova, spajanje obojenih metala s povećanim zahtjevima za kvalitetom šava.

Za većinu radova "na selu" optimalno je ručno lučno zavarivanje pomoću inverterske mašine za zavarivanje.

Ali, unatoč prividnoj jednostavnosti (kupio sam inverter i vari), postoje mnoge nijanse koje se moraju uzeti u obzir kako bi se dobio visokokvalitetan i izdržljiv šav. Trebali biste početi odabirom aparata za zavarivanje. Kako uraditi?
U prigradskom području najčešće se morate baviti zavarivanjem takozvanih "crnih" metala. Dakle: prvo određujemo vrstu i debljinu metala koji treba da se zavari. O tome ovisi vrsta i promjer elektrode za zavarivanje. Prečnik elektrode za zavarivanje određuje količinu struje zavarivanja. I tek tada, ovisno o ovoj vrijednosti, biramo inverter za zavarivanje.

Zavisnost prečnika elektrode od debljine metala prikazana je u sledećoj tabeli.
Što je metal deblji, to se uzima veći promjer elektrode, a struja aparata za zavarivanje treba biti veća. Svaka elektroda (ovisno o svom promjeru) ima donju granicu struje. Ako se struja smanji ispod ove granice, tada se više ne može dobiti visokokvalitetni zavar. Radi jasnoće, postavka struje zavarivanja je sažeta u ovoj tabeli.

U prosjeku, ovisno o predviđenom radu, za svaki 1 mm promjera elektrode potrebna je struja od 25-30 ampera.
Prije početka zavarivanja također treba procijeniti dozvoljeno opterećenje na vašoj električnoj mreži.
Pri struji od oko 110A, potrošnja energije pretvarača će biti od 3 do 4 kW. U konvencionalnoj električnoj mreži postoje sigurnosni prekidači za 16A, 3,5 kW. Shodno tome, ako se ove vrijednosti premaše, mašina će isključiti struju. Zaključak: ili nemojte prekoračiti dozvoljenu snagu, ili, ako postoji potreba za kuhanjem na velikim strujama, na primjer, s elektrodom od 5 mm tzv. "pet", stavite snažniju mašinu i povećajte poprečni presjek ožičenja.
Za većinu radova tokom izgradnje prikladan je aparat za zavarivanje s maksimalnom strujom zavarivanja od 140 ampera (bolje je uzeti stroj s malom strujnom marginom, na 160-165A, a ne natrag). Snaga takvog pretvarača dovoljna je da oči zavare jednu od najčešćih elektroda promjera 3 mm - tzv. "trojka".

Sljedeći faktor koji utječe ne samo na izbor pretvarača, već i na pogodnost rada s njim je PV (On Duration). Zašto je važno obratiti pažnju na ovaj indikator? Radni ciklus je definiran kao omjer vremena aparata za zavarivanje pod opterećenjem (neto vrijeme zavarivanja) i ukupnog vremena ciklusa zavarivanja (vrijeme zavarivanja + vrijeme pauze).
Ukupno vrijeme ciklusa zavarivanja se obično uzima kao:
- Po evropskom standardu - 5 minuta na 40°C.
- U Rusiji - 10 minuta na 20 °C.
Optimalna vrijednost PV je 60%. One. radimo 6 minuta (sa ciklusom od 10 minuta) - odmaramo se 4 minuta. Ako je PV manji od 60%, na primjer, samo 15%, onda to znači da ćete nakon 1,5 minuta rada morati da se odmorite 8-9 minuta. To će rezultirati prekidom rada. Pokušaj povećanja neprekidnog vremena rada dovodi do rada termičke zaštite uređaja.
Ako je radni ciklus aparata za zavarivanje 60% pri maksimalnoj struji, onda je to više nego dovoljno za rad čak i na povišenim temperaturama. U praksi se zavarivanje ne vrši neprekidno tokom ovih 6 minuta (elektroda ne gori toliko), već sa prekidima potrebnim za zamjenu elektrode, čišćenje radnog šava od šljake i vizualnu kontrolu dijelova koji se zavaruju.

Praksa zavarivanja
Visokokvalitetno zavarivanje počinje pripremom radnog mjesta i potrebnim priborom. Za to je najbolje nabaviti sto za zavarivanje. Na njega se postavljaju metalni dijelovi i pričvršćivači: stezaljke, uglovi itd., Uz pomoć kojih se učvršćuju dijelovi koji se zavaruju.


Iven Korisnik FORUMHOUSE
Iz ličnog iskustva mogu reći da je u zavarivanju nekada veoma potrebna ravan, odnosno ravna površina na kojoj se može nešto zavariti. Morate biti vezani za ovaj avion. Svoj prvi sto za zavarivanje napravio sam od lima 1250x2500x3 mm, visine 75 cm.Za noge sam koristio profilnu cijev 20x40x2 mm.
Bilo koji komad metala može se koristiti kao radna ploča. Na primjer, uzimamo list 1000x2000x4 - ovo će biti radna ploča. Od drugog manjeg lima - 1000x2000x2 mm - pravimo prosječnu policu.

Domaćim dizajnom i izradom stola za zavarivanje otvara se veliki prostor za kreativnost. Kvaliteta zavarivanja uvelike je određena praktičnošću rada za stolom. U skladu s tim, mnogi majstori prave stol za zavarivanje "za sebe".
Nastavi. Prvi pomoćnik svakog zavarivača su sve vrste stezaljki, opreme za pričvršćivanje i uglova. Bez njih je nemoguće fiksirati dijelove koji se zavaruju na stolu, u skladu s potrebnim tolerancijama i geometrijom proizvoda. Korisnici FORUMHOUSE-a preferiraju stege domaće izrade, izrađene za svaki slučaj zavarivanja, u odnosu na fabrički napravljene stege. To je opravdano za veliki obim posla.



Sergeib3 Korisnik FORUMHOUSE
Radovi na zavarivanju uključuju zavarivanje kanala, ugla, cijevi itd. U svakom slučaju, stezaljka je jedinstvena.

Dobro osmišljena i dobro napravljena stezaljka pretvara se u treću, zaista svestranu "ruku" zavarivača.

Jedna od glavnih poteškoća svakog zavarivača početnika je poštivanje pravih uglova za dijelove koji se zavaruju. Nije neuobičajeno da pažljivo označeni i rezani obradaci (na primjer, pravokutni) nakon zavarivanja "vode" i pretvaraju se u paralelogram. Kako to izbjeći?

Metal se skuplja kako se hladi. Na kojoj strani ima više šavova, a gdje su deblji, metal će tamo voditi. Stoga je prvo potrebno privremeno zgrabiti proizvode koji se zavaruju, a ne kuhati čisto sa svake strane. Za pričvršćivanje uglova pod uglom od 90 stupnjeva, umjesto uglova, možete koristiti metalne "marame" ili krakove iz profilne cijevi. Štaviše, krakovi nisu zavareni kraj do kraja, već se preklapaju.

Još jedno pravilo: ako uglovi i stezaljke pomažu u održavanju pravog kuta, tada se ravnost proizvoda može osigurati samo montažom na ravnu površinu. Prije početka zavarivanja potrebno je provjeriti dijagonale, ako ih nema, vrše se odgovarajuća podešavanja. Kvadrati se mogu koristiti za kontrolu pravih uglova.

Također, pri zavarivanju prostornih konstrukcija koje ne nose povećano opterećenje - volijera za psa, okvir za staklenik itd. - ne treba se upuštati u ukupno zavarivanje svih mjesta, jer 1 m2 vara može izdržati opterećenje od oko 40 kg. Što je manje šavova u takvim strukturama (u razumnim granicama), manja je vjerovatnoća da će nakon što se metal ohladi, oni dovesti.

Nikola1 Korisnik FORUMHOUSE
Zavario sam šarke na kapiji. Prvo sam zgrabio 2 polovice krila, provjerio lakoću otvaranja - lako se otvaraju. Zatim sam opekao petlje kontinuiranim šavom, provjeravam lakoću otvaranja - čvrsto se otvaraju. Šta sam pogriješio?

To se može dogoditi zbog činjenice da se os gornje i donje petlje nije poklopila, metal je vodio, petlja se pregrijala tijekom zavarivanja, izgubila je geometriju.

odgovor4ik Korisnik FORUMHOUSE
Ako se kapija nakon lijepljenja otvorila bez problema, ali ne i nakon zavarivanja, znači da se šarke povlače zbog pojave zaostalih naprezanja zavarivanja.
Mi se sa tim nosimo ovako:
- prvo zavarimo šarke na kapiju kada leže na stolu za montažu;
- pravilno pozicionirati i uhvatiti sve detalje;
- postavite odgovarajuće praznine (oko 2 mm) između petlje i stupa;
- petlje bi trebale biti 2 na svakoj strani (a ne 3 ili 4), lakše je održavati poravnanje;
- da bismo nadoknadili deformacije zavarivanja, šarke zavarimo na okvir i krilo vrata poprečno.
Zavarivanje livenog gvožđa
Zavarivanje livenog gvožđa smatra se teškim zadatkom. Najčešće se elektrolučno zavarivanje lijevanog željeza izvodi "vrućom" metodom. Da bi se to postiglo, predmeti koji se zavaruju se prethodno zagrevaju na 600-650°C. U seoskim uslovima, za zavarivanje ne posebno kritičnih konstrukcija, možete koristiti tzv. "hladna" metoda zavarivanja - bez predgrijavanja dijelova i korištenjem posebnih elektroda.

Klez Korisnik FORUMHOUSE
Lijevano željezo se može zavariti elektrodama od nehrđajućeg čelika. Koliko sam ih kuhao, ništa nije puklo, nije odletjelo. Kuva se i "Unkami" na "ravnom" polaritetu, ali ako je rutil, onda zavarivanje puca na šavu.
Za više informacija o vrstama elektroda pogledajte članak. .

Mictlayotl Korisnik FORUMHOUSE
Zavarim liveno gvožđe ovako: očistim mesto zavarivanja, isečem ivice i zavarim deo sa TsCH4 ili UONII. Nisam vidio nikakvu razliku od promjene polariteta. Zavarivanje izvodim uz minimalnu struju, povremeno hladeći dijelove koji se zavaruju na zraku.
Prilikom zavarivanja livenog gvožđa „na hladno“, ne sme se dozvoliti pregrijavanje delova koji se zavaruju. Stoga se zavarivanje izvodi u kratkim dijelovima, dužine 30-40 mm, bez zavarivanja cijelog dijela odjednom, uz pažljivo kovanje dobivenih šavova čekićem. Kovanje metala ublažava zaostalo naprezanje u metalu, što sprečava nastanak pukotina u zavaru.

Također je važno pripremiti dio prije zavarivanja - napraviti rez na pukotini.

makar4ic Korisnik FORUMHOUSE
Jednom sam ispustio kotao od livenog gvožđa na pod. Pojavila se pukotina od 5 cm, šteta je baciti kotao, odlučio sam da ga skuvam.
Član foruma je uradio ovo:
- pronašao kraj pukotine;
- izbušio kraj pukotine bušilicom od 4 mm i izrezao pukotinu (košenu pod uglom) brusilicom, diskom debljine 3 mm;
- zavarivanje je izvedeno TsCh elektrodom prečnika 3 mm;
- Član foruma je očistio nastali šav brusilom sa diskom za čišćenje.
Glavni problem zavarivanja livenog gvožđa je što postoji kovan sivi liv visoke čvrstoće. Osim toga, krhkost metala se povećava na šavu. Stoga svaki slučaj zahtijeva individualni pristup.
Ako nema posebnih elektroda, možete napraviti domaću tako što ćete bakrenu žicu promjera 1,2-2 mm namotati preko elektrode namijenjene zavarivanju čelika (UONI 13/45, ANO-4) u spiralu.
Zavarivanje pocinkovanog metala

Timakval Korisnik FORUMHOUSE
Odlučio sam zavariti ljestve od pocinčanih cijevi. Naišao sam na problem - ne mogu da prokuvam delove prvi put. Prije zavarivanja, cink je uklonjen krugom za čišćenje. Koje su još tajne?


Dashnik: Korisnik FORUMHOUSE
Pocinčane cijevi su isti crni metal, samo obložene cinkom. Mjesto zavarivanja treba očistiti do sjaja, potpuno ukloniti sloj cinka. Mjesto na kojem se "krokodil" drži također treba očistiti i sigurno pričvrstiti na cijev.
Važno je zapamtiti da cink intenzivno isparava tokom procesa zavarivanja. Emitovane pare cinka su opasne po zdravlje. Stoga se zavarivanje pocinčanih proizvoda mora izvoditi ili u prostoriji opremljenoj prisilnom ventilacijom ili na otvorenom.
Ako se cink ne može ukloniti, onda morate pažljivo razmotriti izbor elektroda. Za zavarivanje mekih čelika bolje je koristiti elektrode obložene rutilom. Na primjer:
- ANO-4
- OZS-4
Za zavarivanje niskolegiranih čelika - elektroda sa osnovnim premazom:
- UONI-13/45
- UONI-13/55
- DSK-50
Kuvajte tako što ćete napraviti povratni pokret elektrodom. Ovo doprinosi preliminarnom sagorevanju cinka. Ako je sloj cinka na radnom komadu veći od 40 mikrona, tada se za dobivanje kvalitetnog zavara sloj cinka mora potpuno ukloniti.
Produžni kabel za inverter za zavarivanje
Često je potrebno izvoditi zavarivanje na velikoj udaljenosti od električne mreže (na primjer, prilikom zavarivanja ograde). Potreban vam je produžni kabel od 30-50 metara, pa čak i više. Koju veličinu žice odabrati za normalan rad invertera za zavarivanje? Na osnovu praktičnog iskustva članova foruma, možemo zaključiti: za produžni kabel uzimamo bakrenu fleksibilnu (upredenu) dvožilnu žicu. Presjek jezgra žice - 2,5 mm2. Ako se pretpostavlja uzemljenje, onda uzimamo trožilnu žicu istog presjeka. Opterećenje spajamo na poseban prekidač za 16 ili 20A.
I na kraju članka - vodič za zavarivača početnika od FORUMHOUSE:
- Učenje kuhanja najbolje je početi tako što ćete napraviti šav na vodoravnoj površini, u donjem položaju. To će vam omogućiti da brzo ispunite svoju ruku i naučite kako kontrolirati proces zavarivanja.
- Prije početka zavarivanja, metal se mora očistiti od prljavštine, hrđe, boje, inače se ne može postići kvalitetan šav.
- Držite elektrode suhe. Sastav jezgra mora biti sličan sastavu metala koji se zavari.
- Održavamo nagib elektrode tokom zavarivanja na oko 45 stepeni, udaljenost od elektrode do metala je 2-3 mm.
- Možete voditi elektrodu pod uglom naprijed i pod uglom unazad. Ako se elektroda povuče unazad, penetracija će biti dublja. Ako je kut naprijed, tada će prodor biti manji, a šav će biti širi.

Spoj za sučeono zavarivanje. Ako je debljina metala obradaka koji se spajaju veća od 5 mm, tada se radni komadi moraju iskošiti prije zavarivanja. Za sučeono zavarene dijelove održavamo razmak od 1-2 mm. Prvo zgrabimo izratke pomoću uređaja za stezanje, a tek onda ih prokuhamo po cijeloj dužini.

Spoj za zavarivanje ugao/Te.Šav za zavarivanje ima oblik trokuta. Da bi se dobio visokokvalitetni zavar, njegova debljina mora biti jednaka debljini metala koji se zavari. Ako je nemoguće zavariti potrebnu debljinu šava u jednom prolazu (metal je debeo), radimo nekoliko prolaza.

Zavarivanje okomitog šava. Kod ove vrste priključka se postavlja niža struja (odabira se pojedinačno) nego, na primjer, kod horizontalnog zavarivanja. Inače će se metal jako zagrijati i teći, a visokokvalitetni šav neće raditi. Bolje je voditi elektrodu odozdo prema gore, jer. u ovom slučaju, rastopljeni metal drži metal koji se već očvrsnuo odozdo.

Zavarivanje na direktan i obrnuti polaritet.
Pravi polaritet: do " +" uzemljenje je spojeno na inverter. Držač je spojen na "-".
Obrnuti polaritet: uzemljenje je spojeno na "-". Derzhak - na "+".
 . Možete pratiti ovaj link.
. Možete pratiti ovaj link.
Po kojim kriterijima odabrati aparat za zavarivanje, opisano je u ovom videu. O svim prednostima rada sa inverterom za zavarivanje možete saznati iz ovog videa.
U privatnoj kući, u seoskoj kući, u garaži, pa čak i u stanu - posvuda postoji mnogo poslova koji zahtijevaju zavarivanje metala. Ova potreba je posebno akutna tokom procesa izgradnje. Ovdje, posebno često, treba nešto zavariti ili odrezati. A ako još uvijek možete odrezati brusilicom, onda nema ničega za pouzdano povezivanje metalnih dijelova osim zavarivanja. A ako se konstrukcija radi ručno, tada se zavarivanje može obaviti samostalno. Pogotovo na onim mjestima gdje ljepota šava nije potrebna. O tome kako kuhati zavarivanjem, reći ćemo u ovom članku.
Osnove električnog zavarivanja
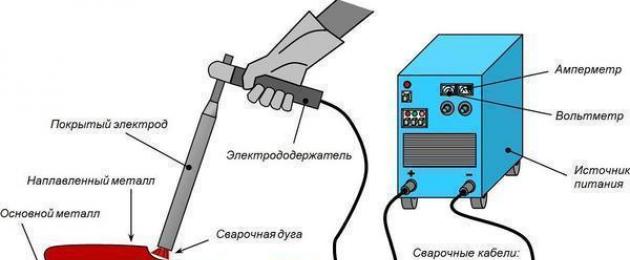
Zavareni metalni spojevi danas su najpouzdaniji: dijelovi ili dijelovi su spojeni u jednu cjelinu. To se događa kao rezultat izlaganja visokim temperaturama. Većina modernih aparata za zavarivanje koristi električni luk za taljenje metala. Zagreva metal u zoni udara do tačke topljenja, a to se dešava na malom području. Budući da se koristi električni luk, zavarivanje se naziva i električnim lukom.
Ovo nije baš pravi način zavarivanja)) U najmanju ruku, trebate
Vrste električnog zavarivanja
Električni luk se može formirati i jednosmernom i naizmeničnom strujom. Transformatori za zavarivanje se zavaruju naizmeničnom strujom, invertori jednosmernom strujom.
Rad s transformatorom je složeniji: struja je naizmjenična, stoga zavareni luk "skače", sam aparat je težak i glomazan. I dalje ima puno dosadne buke, koja se emituje tokom rada i luka i samog transformatora. Postoji još jedna smetnja: transformator snažno "namješta" mrežu. Osim toga, primjećuju se značajni skokovi napona. Ova okolnost nije baš zadovoljna susjedima, a vaši kućni aparati mogu patiti.
Invertori uglavnom rade iz mreže od 220 V. Istovremeno su male veličine i težine (oko 3-8 kilograma), rade tiho i gotovo da nemaju utjecaja na napon. Komšije neće znati da ste počeli koristiti aparat za zavarivanje osim ako vas ne vide. Osim toga, budući da je luk uzrokovan jednosmjernom strujom, ne skače, lakše se miješa i kontroliše. Dakle, ako odlučite naučiti kako zavarivati metal, počnite s inverterom za zavarivanje.
Tehnologija zavarivanja
Da bi nastao električni luk, potrebna su dva provodna elementa sa suprotnim nabojem. Jedan je metalni dio, a drugi je elektroda.
Elektrode koje se koriste za ručno elektrolučno zavarivanje su metalna jezgra presvučena posebnom zaštitnom smjesom. Postoje i grafitne i ugljične nemetalne elektrode za zavarivanje, ali se koriste za posebne radove i malo je vjerojatno da će biti korisne zavarivaču početniku.
Kada se elektroda i metal različitog polariteta dodiruju, nastaje električni luk. Nakon njegovog pojavljivanja, na mjestu gdje je usmjeren, metal dijela počinje da se topi. U isto vrijeme, metal elektrode štapa se topi, prenoseći se električnim lukom u zonu topljenja: bazen za zavarivanje.
Kako se formira zavareni bazen? Bez razumijevanja ovog procesa, nećete razumjeti kako pravilno zavariti metal (Da biste povećali veličinu slike, kliknite na nju desnom tipkom miša)
Pri tome i zaštitni premaz sagorijeva, djelimično se topi, djelimično isparava i ispušta neke vruće plinove. Plinovi okružuju zavareni bazen, štiteći metal od interakcije s kisikom. Njihov sastav ovisi o vrsti zaštitnog premaza. Otopljena šljaka također oblaže metal, pomažući u održavanju njegove temperature. Da bi se pravilno zavarilo zavarivanjem, potrebno je osigurati da šljaka pokrije zavareni bazen.
Zavar se dobija pomeranjem kupke. I pomiče se kada se elektroda pomiče. Ovo je cijela tajna zavarivanja: trebate pomicati elektrodu određenom brzinom. Također je važno, ovisno o traženoj vrsti veze, pravilno odabrati njegov kut nagiba i trenutne parametre.
Kako se metal hladi, na njemu se formira šljaka - rezultat sagorijevanja zaštitnih plinova. Takođe štiti metal od kontakta sa kiseonikom koji se nalazi u vazduhu. Nakon hlađenja, tuče se čekićem. U tom slučaju, vrući fragmenti se raspršuju, stoga je potrebna zaštita očiju (nosite posebne naočale).
Kako zavariti metal
Naučiti kako pravilno držati elektrodu i pomicati kadu nije dovoljno za dobar rezultat. Potrebno je poznavati neke suptilnosti ponašanja spojenih metala. A posebnost leži u činjenici da šav "vuče" dijelove, što može uzrokovati njihovo iskrivljenje. Kao rezultat toga, oblik proizvoda može biti vrlo različit od onoga što je predviđeno.
Tehnologija električnog zavarivanja: prije početka šava, dijelovi se spajaju kvačicama - kratkim šavovima koji se nalaze na udaljenosti od 80-250 mm jedan od drugog
Stoga se prije rada dijelovi fiksiraju stezaljkama, vezicama i drugim uređajima. Osim toga, izrađuju se kvačice - kratki poprečni šavovi položeni kroz nekoliko desetina centimetara. Oni pričvršćuju dijelove, dajući proizvodu oblik. Prilikom zavarivanja spojeva nanose se obostrano: na taj način se kompenziraju nastala naprezanja. Tek nakon tihih pripremnih mjera započnite zavarivanje.
Kako odabrati struju za zavarivanje
Nemoguće je naučiti kuhati električnim zavarivanjem ako ne znate koju struju postaviti. Zavisi od debljine dijelova koji se zavaruju i korištenih elektroda. Njihova zavisnost je prikazana u tabeli.
Ali kod ručnog elektrolučnog zavarivanja sve je međusobno povezano. Na primjer, pao je napon u mreži. Inverter jednostavno ne može osigurati potrebnu struju. Ali čak i pod ovim uvjetima možete raditi: možete pomicati elektrodu sporije, postižući dobro zagrijavanje. Ako to ne pomogne, promijenite vrstu kretanja elektrode - nekoliko puta prolazeći kroz jedno mjesto. Drugi način je stavljanje tanje elektrode. Kombinacijom svih ovih metoda može se postići dobar zavar i pod takvim uslovima.
Sada znate kako kuhati zavarivanjem. Ostaje razviti vještine. Odaberite aparat za zavarivanje, kupite elektrode i masku za zavarivanje i počnite vježbati.
Da biste konsolidirali informacije, pogledajte video tutorijal o zavarivanju.


- U kontaktu sa 0
- Google+ 0
- uredu 0
- Facebook 0